 86 512 68781993
86 512 68781993 



















Diskussion über die Berechnung der Formel des Ventildichts Spezifischer Druck
1. Übersicht
Das Ventil muss einen bestimmten Druck haben Berechnungsformel, um die drei Schlüsselversiegelungsparameter wie die zu begrenzen, z. B. die Elastizitätsmodul des Metalldichtungsoberflächenmaterials, die Änderung der Änderung der Oberflächenrauheit der Dichtfläche und die Dicke der Dichtung Schicht, die die grundlegenden Bedingungen seiner Versiegelung steuern, bis zum konstanten Term C und Koeffizient k der Berechnungsformel. In der Methode die Regelung des dichtungsspezifischen Drucks wird geschwächt, und die korrekte Kraftspezifische Kraft Der Druck zur Korrektur der Versiegelungsebene ist nicht enthalten, wodurch die reduziert werden Genauigkeit der Beurteilung der Grundbedingungen der Versiegelung. Die Analyse zeigt dass der dichtungsspezifische Druck aus der Versiegelungskraft spezifisch ist Druck und die korrektive Kraft spezifischer Druck können die Basis erfüllen Anforderungen der Ventilversiegelung.
2 Dichtungsbedingungen
Zusätzlich zu dem Unterschied im Medium Druck oder Konzentration auf beiden Seiten der Siegel, der Lücke zwischen dem Die Dichtflächen ist die Hauptauseckung. Für flache Dichtungen die Ebene der Die Versiegelungsfläche sollte zuerst mit Hilfe der Korrekturkraft korrigiert werden Beseitigen Sie den Abstand zwischen den beiden Dichtflächen aufgrund der Oberflächenform Fehler, damit die Versiegelungsflächen in engem Kontakt stehen und sich dem entsprechen Form und eine kontinuierliche Kontaktfläche mit ausreichender Breite erhalten. Zweitens wird die Versiegelungsfläche mit Versiegelungskraft und Teil der Oberflächenwellenkamm wird in das Wave Valley gepresst, damit der Durchschnitt Die arithmetische Abweichung des Oberflächenprofils wird von 0,2 bis 0,4 μm auf reduziert 0,1-0,3 μm, bilden einen effektiven geschlossenen Versiegelungsring. Die Versiegelungspezifisch Druck überlagert durch den spezifischen Druck der Dichtungskraft und der Spezifischer Druck der Korrekturkraft wird auf der Dichtfläche erzeugt, Welche lokale Leckagekanal komprimiert oder sogar blockiert, erstreckt sich und ändert sich Die Richtung des Kanals und erstellt die Grundbedingungen für das Labyrinth Siegel.
3 notwendiger spezifischer Druck
Die häufig zitierte empirische Berechnungsformel von Der notwendige spezifische Druck ist [1]
![]()
Der Prozess des Drückens der Versiegelungsfläche ist hauptsächlich Der Prozess der elastischen Verformung, also wenn die Oberflächenrauheit dem trifft Dichtungsanforderungen, die oberflächenkomprimierende Spannung der Dichtungsfläche sollte nach Hookes Gesetz berechnet werden (unter der Annahme, dass der Flachness -Fehler ist 0). Das Vergleichsverhältnis ist

Wenn der Härteunterschied zwischen den beiden Versiegelung Oberflächen im Versiegelungspaar ist groß, die weichere Versiegelungsfläche kann sein alleine gepresst. Wenn die Härte des Materials ähnlich ist, ist es möglich, dass Die beiden Versiegelungsflächen sind gestaffelt und gegeneinander gepresst. Daher wird ΔL in der Formel (2) gemäß der Kompressionsmenge berechnet von einseitiger Versiegelungsfläche. Es ist unmöglich, die Wellenspitzen vollständig zu füllen in die Wellentäler durch Extrusion und die Oberflächenrauheit nach der Extrusion ist nur ein konzeptioneller Wert, der leicht zu berechnen ist. Die Oberflächenrauheit ε der Dichtfläche nach der Extrusion ist
![]()
3.1 Berechnungsformel
Die Berechnungsformel des spezifischen Drucks muss ebenfalls entsprechen Hookes Gesetz. Lösen Sie die Berechnungsformel des Hookes Gesetzes. Entsprechend Verschiedene Materialien nehmen zwei Sätze von technischen Parametern, die effektiv effektiv sind Versiegelung erreichen und die Koeffizienten C und K im Zusammenhang mit der Versiegelung lösen Oberflächenmaterial. Kopieren Sie die Formel zur Berechnung des erforderlichen Spezifikums Der Druck für die Dichtfläche verschiedener Materialien wird erhalten.
(1) Stahl- und Vergaserdichtflächen
Kombinierte Lösung von Gleichung (1), Gleichung (2) und Gleichung (3), der Der Berechnungsmodus für die Metalldichtungsfläche ist
![]()
Einnahme der Edelstahldichtungsfläche als Beispiel, e = 21 × 105 MPa, L = 2 mm, a = 04 μm, ein Datensatz ist DN300, PN = 64 MPa, Bm = 9 mm, λ = 24 8 %und Ein weiterer Datensatz ist DN100, PN = 16 MPa, BM = 45 mm, λ = 181 % in die Formel (5) ersetzt und die Gleichungen zu Koeffizienten c und aufgeführt K
![]()
Lösen Sie das Gleichungssystem, um C = 35, k = 10 zu erhalten. Ersetzen Sie die Formel (1), kopieren Sie die erforderliche spezifische Druckberechnung Formel, die für Stahl und zementierte Carbiddichtungsfläche geeignet ist
![]()
Durch die gemeinsame Lösung von Gleichung (3) und Gleichung (4) erhalten wir ε1 = 03 μm , ε2 = 033 μm。
(2) Dichtungsfläche Kupferlegierung
Einnahme von HPB59-1 Dichtfläche als Beispiel E = 1034 × 105 MPa, L = 15 mm, a = 04 μm, ein Datensatz ist pn = 25 MPa, BM = 5 mm, λ = 282 %und ein weiterer Satz von Die Daten betragen PN = 10 MPa, BM = 35 mm, λ = 24 °5 %, die in Gleichung ersetzt werden (5) und listete die Gleichungen über die Koeffizienten C und K auf
![]()
Lösen der Gleichungen, c = 30, k = 10 und Substitution in die Formel (1) an Kopieren Sie die erforderliche spezifische Druckberechnungsformel für Kupferlegierung Versiegelungsfläche
![]()
Durch die gemeinsame Lösung von Formel (3) und Formel (4), ε3 = 029 μm bzw. ε4 = 03 μm.
(3) Gummiversiegelung auftauchen
Stress- und Belastungsbeziehung nach Hookes Gesetz
q = ΔE (8)
Wenn Sie die Gummi -Dichtungsfläche als Beispiel nehmen, l = 2 mm, e = 784 MPa, gesetzt, Ein Datensatz ist PN = 25 MPa, BM = 15 mm, δ = 20 %und der andere Datensatz ist PN = 15 0 MPa, Bm = 7 mm, δ = 152 %, Formeln (1) und (8) werden zusammen gelöst und werden gelöst und werden gelöst und Das Berechnungsmodell für die Gummisiegeloberfläche ist
![]()
Ersetzen Sie die Daten In Gleichung (7) und das Gleichungssystem über die Koeffizienten C und K auflisten
Lösen Sie die Gleichungen, um c = 04, k = 06 zu erhalten, ersetzen Sie in Formel (1), kopieren Sie die erforderliche spezifische Druckberechnungsformel geeignet Für die Gummi -Dichtungsfläche
![]()
3.2 Vergleichende Analyse
Die im Berechnungsprozess des ausgewählten Beispiele Erforderlicher spezifischer Druck sind die beiden Schnittpunkte des spezifischen Druckberechnungsformel und der Ausdruck des Hookeschen Gesetzes. Obwohl die Die Sammlung der Beispiele ist zufällig, sie erfüllen alle die grundlegenden Anforderungen Ventilversiegelung. Es ist ersichtlich, dass die spezifische Druckberechnungsformel Muss nicht das Hookes Gesetz sein, ist nicht vollständig ausgeschlossen, sondern aufgrund ihres jeweiligen Prinzipien und Kurventrends, sie haben tatsächlich verschiedene Bereiche gebildet Anwendung. Vergleich der Gleichung (1) mit Gleichung (5) und Gleichung (9) Es ist jeweils ersichtlich, dass die spezifische Druckberechnungsformel Muss die Schlüsselparameter, die die Versiegelungsleistung auf die Konstante steuern, einschränken C und der Koeffizient K und passen die Funktion des spezifischen Drucks an des Siegels. Nur in Bezug auf den Nenndruck und die Versiegelungsgesichtsbreite, die sind nicht direkt mit der Versiegelungsleistung zusammen, die direkte Regulierung des Schlüssels Die Parameter der Versiegelungsleistung werden beseitigt. In Bezug auf das Versiegelungskonzept, Es besteht eine Lücke zwischen dem Versiegelungsprinzip des Hookes Gesetzes und dem Gummiband Verformung der Versiegelungsschicht. Im Entwurfsprinzip die Schlüsselparameter der Versiegelung und des Einflusses der Flachheit der Versiegelungsfläche auf dem Die Versiegelungsleistung wird ignoriert.
4. Vergleichsverhältnis
Die Versiegelung Die Oberfläche ist elastisch deformiert, nachdem er durch die Versiegelungskraft gequetscht wurde, und Die oberflächenkompressive Spannung ist der spezifische Druck der Dichtungskraft. Das Hooke -Gesetz kann verwendet werden, um die Berechnungsformel der Spezifischen abzuleiten Druck der Dichtungskraft für verschiedene Materialien. Die Verformung von Metallmaterialien spiegelt sich in der Änderung der Oberflächenrauheit des Versiegelungsfläche, die sich in der Größenordnung der Mikrometer befindet, während die Verformung von Nichtmetallische Materialien werden in der Kompression der Dichtungsschicht reflektiert, das ist in der Reihenfolge der Millimeter. Der Berechnungsmodus ist also geringfügig anders.
4.1 Berechnungsformel der Versiegelungskraft spezifischer Druck
(1) Metalldichtung
Kombinieren Sie Gleichung (2) und Gleichung (4) und sortieren Sie die Versiegelungskraft Spezifische Druckberechnung Formel für die Metalldichtung
![]()
In der Formel (11) ist der spezifische Druck QM der Dichtungskraft proportional zur Elastizitätsmodul E des Metalldichtungsoberflächenmaterials und der Oberfläche Rauheitänderung (a-ε) vor und nach der Extrusion und ist umgekehrt proportional zur Dicke der Dichtungsschicht.
(2) Nicht-Metall-Siegel
Die Versiegelungskraftspezifische Druckberechnung Formel für nicht-metallische Die Versiegelung wird nach dem Ausdruck des Hookes Gesetzes berechnet.
![]()
In der Formel (12) ist der spezifische Druck QM der Dichtungskraft proportional zur Elastizitätsmodul E des Materials und die Druckrate δ der Dichtung Schicht.
4.2 Versiegelungsparameter
Der Einfluss von Versiegelungsparametern auf die Der notwendige spezifische Druck und die Versiegelungskraft spezifischer Druck waren verglichen und analysiert.
(1) Mittelarbeit Druck p
Nehmen Sie als Beispiel H44H-150 lb DN50 ein, nimm als Beispiel BM = 45 mm, L = 2 mm, DMN = 51 mm. Der tatsächliche spezifische Druck q = 71 MPa wird berechnet, was geringer ist als die Erforderlicher Druck QMF = 82 MPa. Dies bestimmt nicht nur, dass die Die Dichtfläche kann nicht versiegelt werden, aber auch nicht versiegelt werden, wenn sie niedriger ist als der nominale Druck. Feldtests zeigt, dass die Schleifrauheit ra der Versiegelungsfläche des Produkts beträgt 02 ~ 04 μm, und die Versiegelung ist Erreicht durch Drücken des mittleren Drucks, ε = 015 ~ 03 μm.
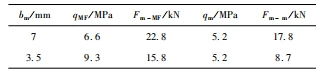
(2) Versiegelungsbreite Oberflächenbm
Der notwendige spezifische Druck wird definiert als die minimale Druckspannung, die erreicht werden muss, um zu erreichen Versiegelung auf der Dichtfläche, sodass der erforderliche spezifische Druck immer ist dasselbe unabhängig von der Breite der Dichtfläche. Jedoch in der Berechnungsformel (1) des erforderlichen spezifischen Drucks, wenn die Breite von Die Versiegelungsfläche nimmt zu, der berechnete Wert des erforderlichen Spezifikums Der Druck nimmt ab (Tabelle 1), was nicht mit der Definition widerspricht. Wenn Analysiert nach Hookes Gesetz, hat die Breite der Versiegelungsfläche nichts zu tun mit dem spezifischen Druck der Dichtungskraft. Das nehmen J41T-25q-DN150-Ventil als Beispiel, nehmen Sie a = 04 μm, ε = 03 μm, l = 2 mm und die Kupferlegierungsdichtungsoberflächenbreite BM beträgt 7 mm bzw. 35 mm [1] [ 2]. Nach dem praktischen Gebrauch kann das Ventil auch effektiv langfristig effektiv erreichen Versiegelung bei BM = 35 mm.
Tabelle 1. Die Breite der Versiegelungsfläche und die erforderliche Spezifikation Druck
Im täglichen Testprozess wird oft gesehen Die Eindrücke auf der Oberfläche der Dichtfläche erreicht das Design nicht Breite, dh die Passform beträgt weniger als 65%, wirkt sich jedoch nicht auf die Fertigstellung aus des Versiegelungstests. Einnahme des H41W-16T-DN32-Ventils als Beispiel, Die Versiegelungsfläche des Ventilkörpers ist eine sphärische Abschnittsleitungsdichtung, die Der kugelförmige Radius beträgt r = 1 mm, l = 15 mm und die Oberflächenrauheit ra06 ~ 10 μm. 100 %und wenn der niedrige mittlere Druck 10 MPa oder 05 MPa beträgt, die Probenahme Die Passquote beträgt 90 %. Es ist ersichtlich, dass die Breite der Dichtfläche nicht ist direkt im Zusammenhang mit der Frage Stärke (Verformung, Auswirkungen) und Lebensdauer (Verschleiß, Korrosion) der Dichtung Schicht.
Übung hat gezeigt, dass eine breitere Versiegelungsfläche vorteilhaft ist, um den Leckagekanal zu verlängern, Erhöhen Sie den Leckagewiderstand, formen Sie und halten Sie den geschlossenen Dichtungsring aufrecht Für die Versiegelung benötigt, verringern Sie den Einfluss des mittleren Druckunterschieds und Konzentrationsunterschied und stabilisieren die Dichtungsleistung. Deswegen, Es sollte auf dem Arbeitsdruck des Ventils basieren. Die Größe und Durchmessererhöhung oder Abnahme. Seit der Versiegelungskraft und der Korrekturkraft wird auch synchron zunehmen oder verringern, es ist notwendig, auszugleichen und Stellen Sie die Breite der Dichtfläche gemäß der Schließungsgrenze ein Drehmoment.
(3) Dicke l von Versiegelungsschicht
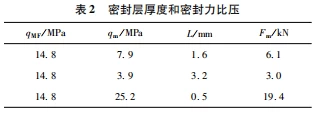
Es kann im Versiegelungstest beobachtet werden, dass Die Versiegelungsschicht ist dicker als dünner. Einnahme des H44W-64p-DN50-Ventils als Beispiel, BM = 45 mm, e = 21 × 105 MPa, a = 03 μm, ε = 024 μm, wenn die Dicke von Dicke von Die Versiegelungsschicht steigt von 16 mm, wenn sie 32 mm erreicht, die spezifische Der Druck der Dichtkraft sinkt um 50% (Tabelle 2), wodurch die Dichtung antreibt Zwangszwecke zum Jahr gegen das Jahr und verbessert den Übereinstimmungsprozess der Versiegelung Paar. Im Gegenteil, wenn die Dichtungsschicht verdünnt ist, benötigt die Dichtungskraft erhöht werden, was die Schwierigkeit des Paares erhöht. Im Verfahren Elastische Verformung, die Dicke der Dichtungsschicht sollte umgekehrt sein proportional zur Druckspannung, aber im Beispiel der Erhöhung oder Die Abnahme der Dicke der Dichtungsschicht änderte die berechnete nicht Wert des erforderlichen spezifischen Drucks.
Tabelle 2 Dichtendicke und Dichtungskraft spezifischer Druck
(4) Oberflächenrauheit der Dichtfläche
Der Prozess der Erlangung der Dichtungsdruckspannung an Die Metalldichtungsfläche ist im Wesentlichen der Prozess der Änderung der Oberfläche Rauheit, aber dieser Prozess darf nicht im spezifischen Druck gezeigt werden Berechnungsmodus. Daher die Änderung der Oberflächenrauheit vor und Nach der Extrusion der Versiegelungsfläche nicht und kann das nicht ändern und kann das nicht ändern berechneter Wert des erforderlichen spezifischen Drucks, so dass wie die Dicke der Versiegelungsschicht, die Grundlage für die Prozessregulierung und Qualität Kontrolle ist verloren.
(5) Elastizitätsmodul e
Das elastische Modul von Messing und Bronze ist nicht gleich und Die Materialkonstante C in der Berechnungsformel nimmt einen einheitlichen festen Wert an von 30, was den Unterschied der Materialeigenschaften zwischen verschiedenen Klassen abdeckt mit einem Fehler von plus oder minus 20%. Wenn die Versiegelungsfläche von geändert wird von Messing zu Edelstahl, nur die Konstante C wird von 3 ° C auf 35 in der geändert Berechnungsformel des erforderlichen spezifischen Drucks, und das QMF ist nur Erhöhte sich um 14%~ 4%. Nach dem Gesetz von Hooke wird sich QM als Elastizitätsmodul verdoppeln Änderungen.
(6) Kautschukkompressionsrate δ
Einnahme D371X-16q-DN300 Ventil als Beispiel, setzen Sie D0 = 300 mm, e = 784 MPa, L = 55 mm,, DM = 3018 mm, r = 5 mm, dann die Kautschukkompressionsrate Δ = 165 mm 4%, die Versiegelung Kraftspezifischer Druck QM = 13 MPa. Zu diesem Zeitpunkt die effektive projizierte Breite der Versiegelungsfläche BM = 394 mm (die Akkordlänge des Kompressionsverhältnisses ist mehr als 9%), dann sein spezifischer Druck QMF = 22 MPa, aber es hat nichts zu tun mit dem Kompressionsverhältnis, und die spezifische Dichtungskraft ist proportional zu Der Druck von 70% größer. Dieser Fehler wird nachfolgend in die Folge gebracht Berechnungen der Teilfestigkeit und so weiter.
4.3 Analyse der Versiegelungskraft spezifischer Druck
Die Analyse zeigt, dass der berechnete Wert des erforderlichen spezifischen Drucks nicht der Fall ist die erforderlichen Bedingungen für die Versiegelung und die Versiegelung genau erfüllen Die Leistung kann nicht geändert werden, indem die entsprechenden Parameter der angepasst werden Abdichtung. Da der spezifische Druck der Dichtungskraft nicht in enthalten ist Der spezifische Druck der Korrekturkraft, sein Wert ist der gleiche wie der Berechnender Wert des erforderlichen spezifischen Drucks.
5. Korrekturkraftverhältnis
Mahlen der Metalldichtungsfläche wie hartes Gesicht für Hochtemperaturanwendung Druckdichtungspalle kann den Oberflächenformfehler von reduzieren die bearbeitete Ebene, aber es ist unmöglich, den Fehler zu beseitigen, insbesondere die Dichtfläche in der Ventilkörperhöhle und des Flachness -Fehlers mitgebracht durch das Schleifwerkzeug zur Dichtfläche. Wenn die Breite der beiden Dichtflächen ist inkonsistent, die Flachheit der breiteren Versiegelungsfläche muss sein in den Flatness -Fehlerwert für die Berechnung umgewandelt nach dem Bereich der schmaleren Versiegelungsfläche. Verschiedene Verarbeitungsmethoden machen die Oberflächenflatheit hat eine andere Richtungsalität, daher muss berechnet werden Die Lücke zwischen den beiden Versiegelungsflächen entsprechend der Baugruppenform der Zwei Oberflächenflatheit in die gleiche Richtung oder entgegengesetzt oder sogar gestört. Die Beseitigung der Lücke muss auf die Gesamtkraft auf der Dichtfläche angewiesen sein, um Drücken Sie die Oberflächenrauheitspeak der Dichtfläche an oder drücken Sie die Ventilscheibenbasis zum Biegen und Verformen.
5.1 Korrekturkraft Spezifische Druckberechnung Formel
(1) Drücken Sie die Dichtfläche
Die Gesamtextrusionsrate der Spitzen der Dichtung Die Oberfläche darf 50 % der Oberflächenrauheit der Dichtfläche nicht überschreiten nach dem Schleifen. Im Beispiel der Lösung der Materialkoeffizienten C und k in Die Berechnungsformel des erforderlichen spezifischen Drucks ist zu erkennen, dass dies ersichtlich ist die Extrusionsrate λ des Wellenkamms der Metalldichtungsfläche, die erforderlich ist, Erhalten Sie die Versiegelungskraft im Allgemeinen nicht über 30%, daher die Korrekturkraft ist nur für nicht nur 20%a reserviert. Diese Art von kleiner Lücke tritt nur dann auf, wenn Die Oberflächen der beiden Dichtflächen im Versiegelungspaar sind in geneigt die gleiche Richtung. Lassen Sie den minimalen Abstand ω zwischen den Versiegelungspaaren die sind Differenz zwischen den beiden Flachness -Fehlerwerten, wenn ω≈ (10 %~ 20 %) a wenn, Die Korrekturkraftspezifischer Druck qH≈ (02 ~ 04) qm.
(2) Matrixdeformation
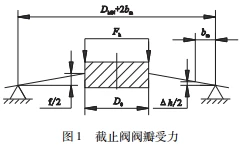
In den meisten Fälle, ε überschreitet 15 % A, was nur den Flachness -Fehler durch verringern kann Komprimierung der Biegeverformung der Ventilscheibenbasis. Den Globus nehmen Ventil als Beispiel: Wenn die beiden Dichtflächen des Versiegelungspaares sind Die Spaltöffnung tritt nach innen und verbindet sich mit dem Ventilsitzkanal und die Starrheit der Scheibenbasis sind geringer als der von die Ventilkörper -Zwischenschicht. Die Basis der Ventilscheibe ist eine kreisförmige Platte, die Schnittpunkt des Kopfes der Ventilscheibe und des Grundkörpers ist die innere Kante, und der äußere Durchmesser der Dichtfläche des Ventilsitzes ist der äußere Kante. Die Torusplatte erzeugt Ablenkung F (Abb. 1). Die Korrekturkraft FH wird gemäß der kreisförmigen Plattenformel der konzentrierten Last berechnet [3]。
![]()
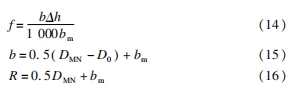
in der Formel
f - - die Ablenkung der Ringplatte, mm
B - die ringförmige Breite der Ringplatte, mm
β - der Berechnungskoeffizient der Ablenkung der Ringplatte (Überprüfen Sie den Berechnungskoeffizienten der Ablenkung der ringförmigen Platte Nach dem R/R -Verhältnis [3])
R - radius der ringförmigen Platte (Außenradius des Ventilsitzes), mm
r - radius des ringförmigen lochs (äußerer Radius des Scheibenkopfes, r = 05d0), mm
Gemäß der Definition von Druckspannung den spezifischen Druck
qh der Korrekturkraft auf der Dichtfläche ist![]()
5.2 Korrekturkraftspezifische Druckanalyse
Wenn die beiden Dichtflächen des Versiegelungspaares des Globusventils sind dazu geneigt einander und die Lückenöffnung nach außen, die größere Öffnung wird nur Erhöhen Sie die Lücke, nachdem die Ventilscheibe unter Druck verbogen und deformiert wurde. Daher nur durch Steuerung der Schneidemannsrichtung, um die Neigung zu ändern Richtung der Oberflächenflatheit, diese Art der Baugruppe kann vermieden werden. Verschiedene Ventilstrukturen und der Formfehler der Versiegelungsfläche beeinflussen Die klare Auswahl des mechanischen Modells und des Berechnungsmodus. Die meisten jedoch sie werden durch die Biegeverformung der Ventilscheibenbasis und die verwirklicht Der maximale Wert der Korrekturkraft ist repräsentativ. Die Auswahl der Die Berechnungsformel der ringförmigen Platte sollte auf den Lasteigenschaften basieren der Ventilscheibe. Zum Beispiel ist das Scheckventil eine gleichmäßige Last und die Berechnungsverfahren sind ebenfalls sehr unterschiedlich. Seit der Dicke der Scheibe Die Basis erscheint als Leistung von 3 in der Berechnungsformel der kreisförmigen Platte, Solange ein geringfügiger Anstieg oder eine geringfügige Abnahme vorliegt, wird der QH -Wert schnell sein gezogen. Wenn die Dicke außer Kontrolle gerät (z. B. ein übermäßiges Festlegen Dicke zusätzliche Zulage), es ist sehr wahrscheinlich, dass das Schlussdrehmoment wird überschreiten die Grenze, oder die tatsächliche Kontaktbreite der Dichtfläche wird sein verengt, weil der Flachness -Fehler der Versiegelungsfläche nicht vollständig sein kann eliminiert, wodurch die Lebensdauer des Ventils und die Versiegelung verringert wird Zuverlässigkeit (diese sind nicht für Discs unterhalb von DN65 ohne oder mit a geeignet schmale ringförmige flache Basis).
6. Dichtungsdruckverhältnis
6.1 Berechnungsformel des Versiegelns spezifischer Druck
Die Analyse zeigt, dass die Ventilversiegelung gehen muss durch zwei Prozesse. Erstens der Formfehler der Versiegelungsfläche (sphärisch, konisch oder flach) wird durch die Korrekturkraft und a beseitigt Die Kontaktfläche mit ausreichender Breite wird erhalten, und dann die Kontaktfläche wird durch die Versiegelungskraft gepresst, um ein wirksames Siegel zu bilden. Siegelring. Daher ist die Versiegelungskraft FMB
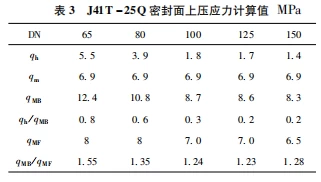
6.2 Analyse des dichtungsspezifischen Drucks
Tabelle 3 listet die berechneten Werte und Verhältnisse verschiedener Kompressionen auf Spannungen auf der J41T-25q-DN65 ~ DN150 Dichtfläche (die Dicke der Dicke der Das Substrat wird gemäß der Stärke berechnet). Die Kraftspezifischer Druck beträgt 20% ~ 80% des dichtungsspezifischen Druckwerts. Allerdings sind da Besonderheiten in einzelnen Fällen, geringe Änderungen der Versiegelungsparameter Kann einen großen Einfluss auf die Berechnungsergebnisse haben. Zum Beispiel die Erhöhung der Dicke der Dichtungsschicht von 15 mm auf 2 mm verringert den Anteil des dichtungsspezifischen Drucks, der den erforderlichen spezifischen Druck durchschreitet etwa 25%, dh qmb öse (10 ~ 13) qmf. Aber zumindest ist zu sehen, dass die Der Wert der Korrekturkraft ist nicht vernachlässigbar. Es ist schwieriger und mehr wichtig, um den Formfehler der Versiegelungsfläche zu kontrollieren und zu reduzieren als die Oberflächenrauheit. Es zeigt die Verteilung der Kraft in der Siegelung Kraft und die Prozessrichtung, um die Versiegelung zu erreichen und zu verbessern. . Daher ist es notwendig, klare Anforderungen an den Formfehler vorzulegen Niveau der Dichtungsfläche bei der Auswahl der Konstruktionsparameter, wie mit dem Oberflächenrauheit.
(1) Berechnungsformel des Metalldichtsspezifischen Drucks
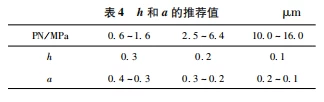
Einstellen und Steuern Sie die Dicke der Dichtungsschicht durch die Berechnungsformel von Dichtungskraft und Druck. Der allgemeine Wertebereich wird empfohlen als (berechnet am dünnsten Punkt ohne die Metallübergangsschicht von Oberflächenschweißen) L≥20 mm, Kupferlegierung L≥2 15 mm. Die empfohlenen Werte von Oberflächenrauheit A und Dichtungsoberfläche Flachheit h nach dem Mahlen sind in gezeigt Tabelle 4. Da das Scheckventil keine externe Versiegelungskraft zur Verfügung hat, sollte es sollte durch mindestens einer Ebene und für Materialien wie Kupferlegierungen mit verbessert werden niedrigere Härte und kleiner elastischer Modul, die Rauheit der Dichtfläche kann durch eine Ebene entspannt werden. Zum Beispiel kann PN16 die Oberflächenrauheit a sein entspannt zu Ra08 μm. Nach der statistischen Verfolgung von Messdaten,, Ra02 ~ 04 μm kann durch herkömmlicher Schleifprozess erreicht werden, aber 01 μm benötigt präzise gemahlen sein.
(2) Berechnung der Formel des Gummisiegels Spezifischer Druck
Das Kompressionsverhältnis der mittelgroßen Gummi-Dichtungsfläche kann innerhalb von 8%≤ Dδ ≤ 33%versiegelt werden, aber wenn das Kompressionsverhältnis zu kontrolliert ist δ = 15%~ 25%, die Versiegelungsleistung ist relativ stabil. Permanenter Verlust von Die Dichtungsfähigkeit ist möglich. Der elastische Modul von mittelgroßer Härte Gummi (In Bezug auf 75 a ± 5 a) ist E = 784 MPa und der elastische Gummimodul mit a Die Härte von 60 ~ 70 A wird abnehmen, was gemäß Sl74-2013 genommen wird. Das Dicke l der Gummischicht sollte berechnet und nach festgelegt werden zur Kontrollfähigkeit der dimensionalen Abweichung des Versiegelungspaares an Stellen Sie sicher, dass die tatsächliche Kompressionsrate δ der Gummisiegelschicht immer ist in einem angemessenen Bereich kontrolliert, wenn sich die Metalldichtung maximal befindet fest und der minimale Feststoff. Wenn die Dicke zu dünn ist, ist ihre Die Kompressibilität ist instabil und ihre Festigkeit ist nicht ausreichend, im Allgemeinen l ≥ 2 mm.
(3) Berechnungsformel des spezifischen Drucks der PTFE -Dichtung
Das Der komprimierende elastische Modul von PTFE ist im Allgemeinen e = 280 MPa, sollte es aber sein Eingestellt nach dem tatsächlichen gemessenen Wert des ausgewählten Materials. Das Die Kompressibilität der flachen Dichtung ist durch die Druckfestigkeit bei begrenzt verschiedene Betriebstemperaturen. Für den Druckventilsitz, der unter Druck gesetzt wird Auf beiden Seiten in einem festen Raum unterliegt es auch dem kalten Strömungswiderstand (falsche Ertragsgrenze). Das Kompressionsverhältnis δ wird gemäß der Formel berechnet (8), das durch das Kompressionsverhältnis der statischen Versiegelung überlagert wird Oberfläche und die dynamische Versiegelungsfläche.
8. Schlussfolgerung
(1) in der Berechnungsformel der notwendiger spezifischer Druck, der konstante Term C und der Koeffizient k beziehen sich auf Das Material der Versiegelungsfläche kann den Einfluss der Veränderung von nicht zeigen der elastische Modul, die Dicke der Dichtfläche und die Rauheit von die Versiegelungsfläche auf dem erforderlichen spezifischen Druck, und es gibt nein die Korrekturkraftspezifischer Druck ist enthalten, sodass die erforderliche spezifische Die Druckberechnungsformel für Metalldichtungen ist begrenzt. Wenn die Formel für Berechnen des erforderlichen spezifischen Drucks für nicht-metallische Dichtungen wird verwendet, die, die Berechnungsergebnis ist nicht praktisch, da es nicht mit dem korreliert werden kann Kompressibilität.
(2) Hookes Gesetz kann verwendet werden Interpretieren und kopieren Sie die Berechnungsformel des erforderlichen spezifischen Drucks, und leiten Sie die Berechnungsformel des spezifischen Drucks der Korrektur ab Kraft und der spezifische Druck der Dichtungskraft.
(3) der spezifische Druck der Die Dichtungskraft ist proportional zum elastischen Modul der Metalldichtung Oberflächenmaterial und die Differenz (Kompression) der Oberflächenrauheit vor und nach der Extrusion umgekehrt proportional zur Dicke der Versiegelungsschicht und hat nichts mit der Breite der Dichtfläche zu tun.
(4) Die Breite der Dichtfläche ist im Zusammenhang mit der mechanischen Stärke und der Lebensdauer der Versiegelungsschicht. EIN Die breitere Dichtfläche ist der Bildung eines geschlossenen Dichtungsrings förderlich, Reduzierung des Einflusses der Differenz oder Konzentration mit mittlerer Druck Unterschied und Stabilisierung der Dichtungsleistung. Daher sollte es sein basierend auf der Arbeit des Ventils. Begrenzungseinstellung des Druckpegels, Kalibergröße und Drehmoment schließen.
(5) Der dichtungsspezifische Druck besteht aus dem Versiegelungskraft spezifischer Druck und die Korrekturkraft spezifischer Druck
Symbol Beschreibung:
C, K - Koeffizienten im Zusammenhang mit dem Material der Versiegelungsfläche
a - die Oberflächenrauheit der Dichtfläche danach Schleifen, μm
DMN - der innere Durchmesser des Ventilsitzes,
mm ε - die Oberflächenrauheit der Dichtfläche Nach der Extrusion μm
Tun - - Scheibenkopfdurchmesser, mm
λ - - Seal Oberflächenkammextrusionsrate, %
A - - Abdichtungsfläche, mm2
ΔL - die Spitzenhöhe der abgeflachten Oberfläche der Versiegelungsfläche, μm
ω - - der Unterschied zwischen den Flatness -Fehlerwerten Der beiden Versiegelungsflächen des Versiegelungspaares, μm
L - - Die Dicke der Dichtungsschicht, mm
ΔH - - die Summe der Flachnessfehler der beiden Versiegelung Oberflächen des Versiegelungspaares μm
δ——kompressionsrate der Versiegelungsschicht, %
H - Flatness der Dichtfläche nach dem Schleifen, μm
P - mittlerer Arbeitsdruck, MPA
BM - - die Breite der Dichtfläche der Ebene Siegel, mm
PN - Nenndruck, MPA
Q - der berechnete spezifische Druck der Dichtung Oberfläche (tatsächlicher spezifischer Druck), MPA
Fmz - termptale Kraft auf der Dichtfläche, n
QMB - Seal spezifischer Druck, MPA
FMB - Dichtungskraft, n
QM - Der spezifische Druck der Dichtungskraft, MPA
FM - Dichtungskraft, n
QH - Korrekturkraft spezifischer Druck, MPA
FH - Korrekturkraft, n
QMF - - Must spezifischer Druck, MPA
DM - Außendurchmesser der Scheibe, mm
[q] - zulässiger spezifischer Druck, MPA
r - - Der Versiegelungsbogenradius der Scheibenkante, mm
E - Elastizitätsmodul des Materials, MPA
t - - Die Dicke der Basis der Ventilscheibe, mm