 86 512 68781993
86 512 68781993 



















Discussion sur la formule de calcul de la pression spécifique du joint de soupape
1. Vue d'ensemble
La valve doit avoir une pression spécifique Formule de calcul pour limiter les trois paramètres d'étanchéité des clés, tels que le Module élastique du matériau de surface de scellement des métaux, le changement dans le rugosité de surface de la surface d'étanchéité et de l'épaisseur du scellement couche, qui contrôle les conditions de base de son scellement, au terme constant C et coefficient K de la formule de calcul. Dans la méthode, le règlement de la pression spécifique d'étanchéité est affaiblie et la force de correction spécifique La pression pour corriger le plan d'étanchéité n'est pas incluse, ce qui réduit le Exactitude de juger les conditions de base du scellement. L'analyse montre que la pression spécifique d'étanchéité composée de la force d'étanchéité spécifique la pression et la pression corrective spécifique à la force peuvent répondre à la base Exigences de scellement des soupapes.
2 conditions d'étanchéité
En plus de la différence de médium pression ou concentration des deux côtés du joint, l'écart entre le Les surfaces d'étanchéité sont le principal moyen de fuite. Pour les joints plats, le plan du La surface d'étanchéité doit être corrigée en premier à l'aide de la force corrective pour Éliminez la distance entre les deux surfaces d'étanchéité en raison de la forme de la surface erreur, de sorte que les surfaces d'étanchéité sont en contact étroit et conformes au La forme et une surface de contact continue avec une largeur suffisante sont obtenues. Deuxièmement, la surface d'étanchéité est pressée de force d'étanchéité, et une partie du La crête d'onde de surface est serrée dans la vallée des vagues, de sorte que la moyenne La déviation arithmétique du profil de surface est réduite de 0,2 à 0,4 μm à 0,1-0,3 μm, formant un cycle d'étanchéité fermé efficace. Le scellement spécifique pression superposée par la pression spécifique de la force d'étanchéité et le Une pression spécifique de la force de correction est générée sur la surface d'étanchéité, qui comprime ou même bloque le canal de fuite local, s'étend et change la direction du canal et crée les conditions de base pour le labyrinthe sceller.
3 pression spécifique nécessaire
La formule de calcul empirique couramment citée de La pression spécifique nécessaire est [1]
![]()
Le processus de compression de la surface d'étanchéité est principalement le processus de déformation élastique, donc lorsque la rugosité de surface rencontre le Exigences d'étanchéité, la contrainte de compression de surface de la surface d'étanchéité devrait être calculé selon la loi de Hooke (en supposant que l'erreur de planéité est 0). Le rapport de force d'étanchéité est

Si la différence de dureté entre les deux scellage Les surfaces de la paire d'étanchéité sont grandes, la surface d'étanchéité plus douce peut être serré seul. Si la dureté du matériau est similaire, il est possible que Les deux surfaces d'étanchéité sont décalées et serrées l'une contre l'autre. Par conséquent, ΔL dans la formule (2) est calculé en fonction de la quantité de compression de surface d'étanchéité unique. Il est impossible de remplir complètement les pics d'onde dans les vallées d'onde par extrusion, et la rugosité de surface après extrusion n'est qu'une valeur conceptuelle facile à calculer. La rugosité de surface ε de la surface d'étanchéité après extrusion est
![]()
3.1 Formule de calcul
La formule de calcul de la pression spécifique doit également être conforme à La loi de Hooke. Résolvez la formule de calcul de la loi de Hooke. Selon différents matériaux, prenez deux ensembles de paramètres techniques qui peuvent efficacement Atteignez le scellement et résolvez les coefficients C et K liés à la scellage Matériau de surface. Copiez la formule pour calculer le spécifique nécessaire La pression pour la surface d'étanchéité de différents matériaux est obtenue.
(1) Surfaces d'étanchéité en acier et en carbure
Solution combinée de l'équation (1), de l'équation (2) et de l'équation (3), le Le mode de calcul applicable à la surface d'étanchéité des métaux est
![]()
Prenant l'exemple de la surface d'étanchéité en acier inoxydable, E = 21 × 105 MPa, L = 2 mm, a = 04 μm, un ensemble de données est DN300, PN = 64 MPa, BM = 9 mm, λ = 24 8% et Un autre ensemble de données est DN100, PN = 16 MPa, BM = 45 mm, λ = 181%, respectivement se substitué en formule (5) et énuméré les équations sur les coefficients c et K
![]()
Résolvez le système d'équations pour obtenir c = 35, k = 10, remplacer la formule (1), copier le calcul de pression spécifique nécessaire formule adaptée à l'acier et à la surface d'étanchéité en carbure cimentée
![]()
Par la solution articulaire de l'équation (3) et de l'équation (4), nous obtenons ε = 03 μm , ε2 = 033 μm。
(2) Surface d'étanchéité en alliage de cuivre
Prenant l'exemple de la surface d'étanchéité HPB59-1, E = 1034 × 105 MPa, L = 15 mm, a = 04 μm, un ensemble de données est PN = 25 MPa, BM = 5 mm, λ = 282% et un autre ensemble de Les données sont PN = 10 MPa, BM = 35 mm, λ = 245%, respectivement substitué en équation (5), et a énuméré les équations sur les coefficients c et k
![]()
Résoudre les équations, c = 30, k = 10, et se substituant à la formule (1) à Copiez la formule de calcul de pression spécifique nécessaire pour l'alliage de cuivre surface d'étanchéité
![]()
Par la solution conjointe de Formule (3) et formule (4), ε3 = 029 μm et ε4 = 03 μm, respectivement.
(3) scellage en caoutchouc surface
Relation du stress et de la tension selon la loi de Hooke
Q = ΔE (8)
Prenant l'exemple de la surface d'étanchéité en caoutchouc, réglez l = 2 mm, E = 784 MPa, Un ensemble de données est PN = 25 MPa, BM = 15 mm, Δ = 20% et l'autre ensemble de données est PN = 15 0 MPa, BM = 7 mm, δ = 152%, les formules (1) et (8) sont résolues ensemble, et Le modèle de calcul pour la surface d'étanchéité en caoutchouc est
![]()
Remplacer les données dans l'équation (7), et énumérez le système d'équation sur les coefficients c et k
Résoudre les équations pour obtenir c = 04, k = 06, remplacer formule (1), copiez la formule de calcul de pression spécifique nécessaire approprié pour la surface d'étanchéité en caoutchouc
![]()
3.2 Analyse comparative
Les exemples sélectionnés dans le processus de calcul du la pression spécifique requise est les deux points d'intersection du Formule de calcul de la pression et l'expression de la loi de Hooke. Bien que le La collecte des exemples est accidentelle, ils répondent tous aux exigences de base de scellage de valve. On peut voir que la formule de calcul de pression spécifique ne doit pas être la loi de Hooke n'est pas complètement exclue, mais en raison de leur respectif Principes et tendances de courbe, ils ont en fait formé des étendues de différentes étendues de application. Comparaison de l'équation (1) avec l'équation (5) et l'équation (9) respectivement, on peut voir que la formule de calcul de pression spécifique doit limiter les paramètres clés qui contrôlent les performances d'étanchéité à la constante C et le coefficient K, et ajustera la fonction de la pression spécifique du sceau. Uniquement en relation avec la pression nominale et la largeur du visage d'étanchéité, qui ne sont pas directement liés aux performances d'étanchéité, la régulation directe de la clé Les paramètres des performances d'étanchéité sont éliminés. En termes de concept d'étanchéité, Il y a un écart entre le principe d'étanchéité de la loi de Hooke et de l'élastique déformation de la couche d'étanchéité. Dans le principe de conception, les paramètres clés de l'étanchéité et de l'influence de la planéité de la surface d'étanchéité sur le Les performances d'étanchéité sont ignorées.
4. Ratio de force d'étanchéité
Le scellement La surface est déformée élastiquement après avoir été pressée par la force d'étanchéité, et Sa contrainte de compression de surface est la pression spécifique de la force d'étanchéité. La loi de Hooke peut être utilisée pour déduire la formule de calcul du spécifique pression de la force d'étanchéité pour différents matériaux. Cependant, la déformation des matériaux métalliques se reflètent dans le changement de rugosité de surface du surface d'étanchéité, qui est dans l'ordre des micromètres, tandis que la déformation de Les matériaux non métalliques se reflètent dans la compression de la couche d'étanchéité, qui est dans l'ordre des millimètres. Donc le mode de calcul est légèrement différent.
4.1 Formule de calcul de la pression spécifique à la force d'étanchéité
(1) joint en métal
Combiner l'équation (2) et l'équation (4) et trier la force d'étanchéité Formule de calcul de pression spécifique pour scellement des métaux
![]()
En formule (11), le QM de pression spécifique de la force d'étanchéité est proportionnel au Module élastique E du matériau de surface d'étanchéité du métal et de la surface Changement de rugosité (a-ε) avant et après extrusion, et est inversement proportionnel à l'épaisseur L de la couche d'étanchéité.
(2) joint non métallique
La formule de calcul de pression spécifique à la force d'étanché L'étanchéité est calculée en fonction de l'expression de la loi de Hooke.
![]()
En formule (12), le QM de pression spécifique de la force d'étanchéité est proportionnel au Module élastique E du matériau et le taux de compression δ du scellement couche.
4.2 Paramètres d'étanchéité
L'influence de l'étanchéité des paramètres liés sur une pression spécifique nécessaire et la pression spécifique à la force d'étanchéité était comparé et analysé.
(1) travail moyen pression p
Prenant H44H-150LB DN50 à titre d'exemple, prenez BM = 45 mm, l = 2 mm, DMN = 51 mm. La pression spécifique réelle Q = 71 MPa est calculée, ce qui est inférieur au Pression spécifique requise QMF = 82 MPa. Cela détermine non seulement que le La surface d'étanchéité ne peut pas être scellée, mais ne peut pas non plus être scellée lorsqu'elle est inférieure que la pression nominale. Les tests sur le terrain montrent que la rugosité RA de la surface d'étanchéité du produit est de 02 ~ 04 μm, et le scellage est réalisé en appuyant sur la pression moyenne, ε = 015 ~ 03 μm.
(2) Largeur de scellage BM de surface
La pression spécifique nécessaire est définie comme la contrainte de compression minimale qui doit être obtenue pour atteindre sceller sur la surface d'étanchéité, donc la pression spécifique nécessaire est toujours le même quelle que soit la largeur de la surface d'étanchéité. Cependant, dans le Formule de calcul (1) de la pression spécifique nécessaire, lorsque la largeur de la surface d'étanchéité augmente, la valeur calculée du spécifique nécessaire La pression diminue (tableau 1), ce qui est incompatible avec la définition. Si Analysé selon la loi de Hooke, la largeur de la surface d'étanchéité n'a rien à voir avec la pression spécifique de la force d'étanchéité. Prenant le Valve J41T-25Q-DN150 à titre d'exemple, prenez A = 04 μm, ε = 03 μm, L = 2 mm et le La largeur de la surface d'étanchéité de l'alliage de cuivre BM est respectivement de 7 mm et 35 mm [1], [ 2]. Après une utilisation pratique, la valve peut également réaliser efficacement Scellant lorsque BM = 35 mm.
Tableau 1. La largeur de la surface d'étanchéité et le spécifique requis pression
Dans le processus de test d'assemblage quotidien, on voit souvent que L'indentation à la surface de la surface d'étanchéité n'atteint pas la conception La largeur, c'est-à-dire, l'ajustement est inférieur à 65%, mais il n'affecte pas l'achèvement du test de performance d'étanchéité. Prendre la vanne H41W-16T-DN32 comme exemple, La surface d'étanchéité du corps de soupape est un joint de ligne de section sphérique, le Le rayon sphérique est r = 1 mm, l = 15 mm et la rugosité de surface est RA06 ~ 10 μm. 100%, et lorsque la faible pression moyenne est de 10 MPa ou 05 MPa, l'échantillonnage Le taux de réussite est de 90%. On peut voir que la largeur de la surface d'étanchéité n'est pas directement lié à savoir s'il peut être scellé, mais est lié à la mécanique force (déformation, impact) et durée de vie du service (usure, corrosion) du scellement couche.
La pratique a ont montré qu'une surface d'étanchéité plus large est bénéfique pour étendre le canal de fuite, Augmentez la résistance aux fuites, formez et maintenez l'anneau de scellage fermé requis pour le scellement, réduisez l'influence de la différence de pression moyenne et la différence de concentration, et stabiliser les performances d'étanchéité. Par conséquent, Il doit être basé sur la pression de travail de la valve. La hauteur et diamètre augmenter ou diminuer. Depuis la force d'étanchéité et la force de correction augmentera ou diminuera également de manière synchrone, il est nécessaire d'équilibrer et ajustez la largeur de la surface d'étanchéité en fonction de la limite de la fermeture couple.
(3) épaisseur l de couche d'étanchéité
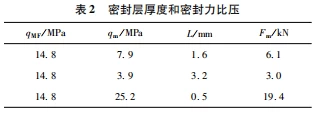
Il peut être observé dans le test d'étanchéité que La couche d'étanchéité est plus épaisse que plus mince. Prendre la valve H44W-64P-DN50 comme une Exemple, BM = 45 mm, E = 21 × 105 MPa, a = 03 μm, ε = 024 μm, lorsque l'épaisseur de la couche d'étanchéité augmente de 16 mm lorsqu'il atteint 32 mm, le spécifique La pression de la force d'étanchéité baisse de 50% (tableau 2), ce qui entraîne le scellement force à diminuer en glissement annuel et améliore le processus de contrepartie du scellement paire. Au contraire, si la couche d'étanchéité est éclaircie, la force d'étanchéité a besoin à augmenter, ce qui augmente la difficulté de l'appariement. Dans le processus de déformation élastique, l'épaisseur de la couche d'étanchéité doit être inversement proportionnel à la contrainte de compression, mais dans l'exemple, l'augmentation ou La diminution de l'épaisseur de la couche d'étanchéité n'a pas changé le calculé valeur de la pression spécifique nécessaire.
Tableau 2 Épaisseur du joint et force d'étanchéité pression spécifique
(4) rugosité de surface de la surface d'étanchéité
Le processus d'obtention du stress de compression de scellement sur La surface d'étanchéité des métaux est essentiellement le processus de modification de la surface rugosité, mais ce processus ne doit pas être montré dans la pression spécifique Mode de calcul. Par conséquent, le changement de rugosité de surface avant et Une fois l'extrusion de la surface d'étanchéité ne fait pas et ne peut pas changer le valeur calculée de la pression spécifique nécessaire, de sorte que, comme le épaisseur de la couche d'étanchéité, la base de la régulation et de la qualité des processus Le contrôle est perdu.
(5) Module élastique E
Les modules élastiques du laiton et du bronze ne sont pas égaux, et La constante de matériau C dans la formule de calcul adopte une valeur fixe uniforme de 30, qui couvre la différence des propriétés des matériaux entre diverses notes avec une erreur de plus ou moins 20%. Si la surface d'étanchéité est modifiée par rapport Laiton en acier inoxydable, seule la constante C est changée de 30 à 35 dans le Formule de calcul de la pression spécifique nécessaire et le QMF est uniquement augmenté de 14% ~ 4%. Selon la loi de Hooke, QM se doublera comme le module élastique changements.
(6) Taux de compression en caoutchouc δ
Prise D371X-16QQ-DN300 Valve à titre d'exemple, définissez D0 = 300 mm, E = 784 MPa, L = 55 mm, Dm = 3018 mm, r = 5 mm, puis le taux de compression en caoutchouc δ = 165 mm 4%, le scellement Force la pression spécifique QM = 13 MPa. Pour le moment, la largeur projetée efficace de la surface d'étanchéité BM = 394 mm (la longueur d'accord du rapport de compression est plus de 9%), puis sa pression spécifique QMF = 22 MPa, mais il n'a rien à faire avec le rapport de compression, et la force d'étanchéité spécifique est proportionnelle à La pression 70% plus grande. Cette erreur sera introduite dans calculs de force partielle et ainsi de suite.
4.3 Analyse de la pression de la force d'étanchéité
L'analyse montre que la valeur calculée de la pression spécifique nécessaire ne remplir avec précision les conditions nécessaires pour l'étanchéité et le scellement Les performances ne peuvent pas être modifiées en ajustant les paramètres pertinents du scellage. Puisque la pression spécifique de la force d'étanchéité n'est pas incluse dans La pression spécifique de la force corrective, sa valeur est la même que le Valeur calculée de la pression spécifique nécessaire.
5. Ratio de force de correction
Broyer la surface d'étanchéité des métaux tels que le visage dur pour Application à haute température vanne de porte de joint de pression peut réduire l'erreur de forme de surface de le plan usiné, mais il est impossible d'éliminer l'erreur, en particulier le Surface d'étanchéité placée dans la cavité du corps de la valve, et l'erreur de planéité a apporté par l'outil de broyage à la surface d'étanchéité. Si la largeur des deux surfaces d'étanchéité est incohérent, la planéité de la surface d'étanchéité plus large doit être converti en valeur d'erreur de planéité pour le calcul en fonction du zone de la surface de scellement plus étroite. Différentes méthodes de traitement font le La planéité de surface a une directionnalité différente, il est donc nécessaire de calculer l'écart entre les deux surfaces d'étanchéité selon la forme d'assemblage du Deux planéité de surface dans la même direction ou opposée ou même désordonnées. L'élimination de l'écart doit s'appuyer sur la force totale sur la surface d'étanchéité pour presser le pic de rugosité de surface de la surface d'étanchéité ou pour appuyer sur le Base de disque de soupape pour se plier et se déformer.
5.1 Formule de calcul de pression spécifique à la force de correction
(1) presser la surface d'étanchéité
Le taux d'extrusion total des pics du scellement La surface ne peut pas dépasser 50% de la rugosité de surface de la surface d'étanchéité Après le broyage. Dans l'exemple de la résolution des coefficients matériels C et K La formule de calcul de la pression spécifique nécessaire, on peut voir que le taux d'extrusion λ de la crête d'onde de la surface d'étanchéité du métal requis pour obtenir la force d'étanchéité ne dépasse généralement pas 30%, donc la force de correction n'est réservé que non seulement à 20% a. Ce type de petit écart ne se produit que lorsque Les surfaces des deux surfaces d'étanchéité dans la paire d'étanchéité sont inclinées dans la même direction. Que la distance minimale Ω entre les paires d'étanchéité soit la Différence entre les deux valeurs d'erreur de planéité, lorsque ω≈ (10% ~ 20%) a quand, La correction force de pression spécifique QH≈ (02 ~ 04) QM.
(2) déformation matricielle
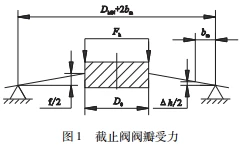
Dans la plupart les cas, ε dépasse 15% a, ce qui ne peut réduire l'erreur de planéité Comprimer la déformation de flexion de la base du disque de soupape. Prendre le globe Valve comme exemple, si les deux surfaces d'étanchéité de la paire d'étanchéité sont Incliné les uns vers les autres, l'ouverture de l'espace se fait face vers l'intérieur et se connecte avec le Le canal d'écoulement du siège de soupape et la rigidité de la base de disque est inférieure à celle de L'intermédiaire du corps de la valve. La base du disque de soupape est une plaque circulaire, la L'intersection de la tête du disque de soupape et le corps de base est le bord intérieur, et le diamètre extérieur de la surface d'étanchéité du siège de soupape est l'extérieur bord. La plaque de tore produit une déviation F (Fig. 1). La force de correction FH est calculé en fonction de la formule de plaque circulaire de la charge concentrée [3]。
![]()
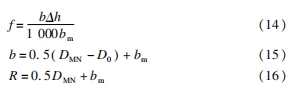
dans la formule
f—— La déviation de la plaque annulaire, mm
b—— la largeur annulaire de la plaque annulaire, mm
β— - Le coefficient de calcul de la déviation de la plaque annulaire (Vérifiez le coefficient de calcul de la déviation de la plaque annulaire Selon le rapport R / R [3])
R— - Radius de la plaque annulaire (rayon extérieur du siège de soupape), mm
r— - Radius du trou annulaire (rayon extérieur de la tête de disque, r = 05d0), mm
Selon la définition de la contrainte de compression, la pression spécifique
QH de la force corrective sur la surface d'étanchéité est![]()
5.2 Analyse de pression spécifique à la force de correction
Si les deux Les surfaces d'étanchéité de la paire d'étanchéité de la valve globe sont inclinées vers les uns les autres et l'ouverture des écarts fait face à l'extérieur, l'ouverture plus grande ne sera que Augmentez l'écart après que le disque de soupape est plié et déformé sous pression. Par conséquent, seulement en contrôlant la direction de l'alimentation de coupe pour changer l'inclinaison Direction de la planéité de surface, ce type d'assemblage peut être évité. Différentes structures de soupape et l'erreur de forme de la surface d'étanchéité affectent Le choix clair du modèle mécanique et du mode de calcul. Cependant, la plupart de sont réalisés par la déformation de flexion de la base de disque de soupape et le La valeur maximale de la force de correction est représentative. La sélection du La formule de calcul de la plaque annulaire doit être basée sur les propriétés de charge du disque de soupape. Par exemple, le clapet anti-retour est une charge uniforme et le Les procédures de calcul sont également très différentes. Depuis l'épaisseur du disque La base apparaît comme une puissance de 3 dans la formule de calcul de la plaque circulaire, Tant qu'il y a une légère augmentation ou diminution, la valeur QH sera rapidement tiré. Si l'épaisseur est hors de contrôle (comme la définition d'un excessif épaisseur supplémentaire), il est très probable que le couple de clôture dépasser la limite, ou la largeur de contact réelle de la surface d'étanchéité sera rétréci car l'erreur de planéité de la surface d'étanchéité ne peut pas être complètement éliminé, réduisant ainsi la durée de vie de la valve et scellant fiabilité (celles-ci ne conviennent pas aux disques inférieurs à DN65 sans ou avec un Base plate annulaire étroite).
6. Ratio de pression d'étanchéité
6.1 Formule de calcul de la pression d'étanchéité spécifique
L'analyse montre que le scellage de la valve doit aller à travers deux processus. Tout d'abord, l'erreur de forme de la surface d'étanchéité (sphérique, conique ou plat) est éliminé par la force corrective et un La surface de contact avec une largeur suffisante est obtenue, puis la surface de contact est pressé par la force d'étanchéité pour former un joint efficace. bague d'étanchéité. Par conséquent, le FMB de la force d'étanchéité est
6.2 Analyse de l'étanchéité de la pression spécifique
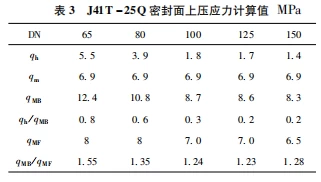
Le tableau 3 répertorie les valeurs et les rapports calculés de diverses compressions Contrôle sur la surface d'étanchéité J41T-25Q-DN65 ~ DN150 (l'épaisseur de la Le substrat est calculé en fonction de la force). La pression spécifique à la force est de 20% ~ 80% de la valeur de pression spécifique d'étanchéité. Bien qu'il y ait particularités dans des cas individuels, petits changements dans les paramètres liés au sceau Peut avoir un impact important sur les résultats du calcul. Par exemple, augmentant le L'épaisseur de la couche d'étanchéité de 15 mm à 2 mm réduira la proportion de la pression spécifique d'étanchéité dépassant la pression spécifique nécessaire Environ 25%, c'est-à-dire QMB≈ (10 ~ 13) QMF. Mais au moins on peut voir que le La valeur de la force corrective n'est pas négligeable. C'est plus difficile et plus important pour contrôler et réduire l'erreur de forme de la surface d'étanchéité que le rugosité de surface. Il révèle la distribution de la force dans le scellement force et orientation du processus pour réaliser et améliorer le scellage. . Par conséquent, il est nécessaire de présenter des exigences claires sur l'erreur de forme niveau de la surface d'étanchéité dans la sélection des paramètres de conception, comme avec le rugosité de surface.
(1) Formule de calcul de la pression spécifique du joint métallique
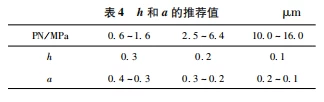
Ajuster et contrôler l'épaisseur de la couche d'étanchéité par la formule de calcul de Force d'étanchéité et pression. La plage de valeur générale est recommandée comme (calculé au point le plus mince, à l'exclusion de la couche de transition métallique de Soudage de surfaçage) l≥20 mm, alliage de cuivre L≥2 15 mm. Les valeurs recommandées de La rugosité de surface A et la planéité de surface d'étanchéité h après le broyage sont représentées dans Tableau 4. Étant donné que le clapet anti-retour n'a pas de force d'étanchéité externe à utiliser, il devrait être amélioré d'au moins un niveau et pour des matériaux tels que les alliages de cuivre avec dureté inférieure et petit module élastique, la rugosité de la surface d'étanchéité peut être détendu par un niveau. Par exemple, PN16, la rugosité de surface A peut être détendu à RA08 μm. Selon le suivi statistique des données de mesure, RA02 ~ 04 μm peut être obtenu par processus de broyage conventionnel, mais 01 μm être précisément broyé.
(2) Formule de calcul de la pression spécifique du joint en caoutchouc
Le rapport de compression de la surface d'étanchéité du caoutchouc moyen dureté peut être scellé à moins de 8% ≤δ≤33%, mais si le rapport de compression est contrôlé à Δ = 15% ~ 25%, les performances d'étanchéité sont relativement stables. Perte permanente La capacité d'étanchéité est possible. Le module élastique du caoutchouc de dureté moyenne (se référant à 75 a ± 5 a) est e = 784 MPa, et le module élastique du caoutchouc avec un La dureté de 60 ~ 70 A diminuera, ce qui est pris selon SL74-2013. La L'épaisseur L de la couche de caoutchouc doit être calculée et déterminée en fonction à la capacité de contrôle de la déviation dimensionnelle de la paire d'étanchéité à Assurez-vous que le taux de compression réel Δ de la couche d'étanchéité en caoutchouc est toujours contrôlé dans une plage raisonnable lorsque le joint métallique est dans le maximum solide et le solide minimum. Lorsque l'épaisseur est trop mince, c'est La compressibilité est instable et sa résistance n'est pas suffisante, généralement l≥ 2 mm.
(3) Formule de calcul de la pression spécifique du joint PTFE
La Le module élastique de compression de PTFE est généralement E = 280 MPa, mais il devrait être ajusté en fonction de la valeur mesurée réelle du matériau sélectionné. La La compressibilité du joint plat est limitée par la résistance à la compression à différentes températures de fonctionnement. Pour le siège de soupape à billes qui est sous pression des deux côtés dans un espace fixe, il est également soumis à la résistance à l'écoulement froid (Faux limites de rendement). Le rapport de compression Δ est calculé en fonction de la formule (8), qui est superposé par le rapport de compression du scellement statique surface et la surface d'étanchéité dynamique.
8. Conclusion
(1) dans la formule de calcul du pression spécifique nécessaire, le terme constant C et le coefficient k lié à Le matériau de la surface d'étanchéité ne peut pas montrer l'influence du changement de le module élastique, l'épaisseur de la surface d'étanchéité et la rugosité de la surface d'étanchéité sur la pression spécifique nécessaire, et il n'y a pas le une pression spécifique à la force corrective est incluse, donc le spécifique nécessaire La formule de calcul de pression pour les joints métalliques est limitée. Lorsque la formule pour Le calcul de la pression spécifique nécessaire pour les joints non métalliques est utilisé, le Le résultat du calcul n'est pas pratique car il ne peut pas être corrélé avec le compressibilité.
(2) La loi de Hooke peut être utilisée pour interpréter et copier la formule de calcul de la pression spécifique nécessaire, et déduire la formule de calcul de la pression spécifique de la correction force et pression spécifique de la force d'étanchéité.
(3) la pression spécifique du La force d'étanchéité est proportionnelle au module élastique de la scellage des métaux Matériau de surface et différence (compression) de la rugosité de surface avant et après l'extrusion, inversement proportionnel à l'épaisseur du couche d'étanchéité et n'a rien à voir avec la largeur de la surface d'étanchéité.
(4) La largeur de la surface d'étanchéité est lié à la force mécanique et à la durée de vie de la couche d'étanchéité. UN La surface d'étanchéité plus large est propice à la formation d'un anneau d'étanchéité fermé, Réduire l'influence de la différence ou de la concentration de pression moyenne différence et stabiliser les performances d'étanchéité. Par conséquent, il devrait être basé sur le travail de la valve. Réglage limite du niveau de pression, taille de calibre et le couple de clôture.
(5) la pression spécifique à l'étanchéité est composée du Pression spécifique à la force d'étanchéité et pression spécifique à la force de correction
Description du symbole:
C, k - coefficients liés au matériau du surface d'étanchéité
a— - la rugosité de surface de la surface d'étanchéité après broyage, μm
DMN - le diamètre intérieur du siège de soupape,
mm ε— - la rugosité de surface de la surface d'étanchéité Après extrusion, μm
Do—— Diamètre de la tête du disque, mm
λ— - Taux d'extrusion de la crête de surface,%
A—— zone de surface d'étanchéité, MM2
Δl— - la hauteur de pic de la surface aplatie du Surface d'étanchéité, μm
ω— - la différence entre les valeurs d'erreur de planéité Des deux surfaces d'étanchéité de la paire d'étanchéité, μm
L— - l'épaisseur de la couche d'étanchéité, mm
ΔH— - La somme des erreurs de planéité des deux scellées surfaces de la paire d'étanchéité, μm
Δ— - Taux de compression de la couche d'étanchéité,%
H—— Flatement de la surface d'étanchéité après broyage, μm
P—— Pression de travail moyenne, MPA
BM— - la largeur de la surface d'étanchéité du plan sceau, mm
PN - pression nominale, MPA
Q—— La pression spécifique calculée du scellement Surface (pression spécifique réelle), MPA
FMZ— - Force totale sur la surface d'étanchéité, n
QMB— - Pression spécifique, MPA
FMB - Force d'étanchéité, n
QM— - La pression spécifique de la force d'étanchéité, MPA
FM - Force d'étanchéité, n
QH— - Pression spécifique à la force de correction, MPA
FH— - Force de correction, n
QMF— - doit être une pression spécifique, MPA
DM—— Diamètre extérieur du disque, mm
[Q] —— Pression spécifique autorisée, MPA
r—— Le rayon d'arc d'étanchéité du bord du disque, mm
E - Module élastique du matériau, MPA
t— - l'épaisseur de la base du disque de soupape, mm