 86 512 68781993
86 512 68781993 



















Discusión sobre la fórmula de cálculo de la presión específica del sello de la válvula
1. Información general
La válvula debe tener una presión específica Fórmula de cálculo para limitar los tres parámetros de sellado de teclas, como el módulo elástico del material de la superficie de sellado de metal, el cambio en el Rugosidad de la superficie de la superficie de sellado y el grosor del sellado capa, que controlan las condiciones básicas de su sellado, al término constante C y el coeficiente K de la fórmula de cálculo. En el método, la regulación de la presión específica de sellado se debilita y la fuerza de corrección específica no se incluye presión para corregir el plano de sellado, lo que reduce el Precisión de juzgar las condiciones básicas del sellado. El análisis muestra que la presión específica de sellado compuesta de la fuerza de sellado específica presión y la fuerza correctiva La presión específica puede cumplir con el básico Requisitos de sellado de válvula.
2 condiciones de sellado
Además de la diferencia en medio presión o concentración en ambos lados del sello, la brecha entre el Las superficies de sellado es la forma principal de fugas. Para sellos planos, el plano del La superficie de sellado debe corregirse primero con la ayuda de la fuerza correctiva para Elimine la distancia entre las dos superficies de sellado debido a la forma de la superficie error, de modo que las superficies de sellado están en contacto cercano y se ajustan al Se obtiene forma y una superficie de contacto continua con un ancho suficiente. En segundo lugar, la superficie de sellado se exprime con fuerza de sellado y parte de la La cresta de la ola de superficie se exprime en el valle de las ondas, de modo que el promedio La desviación aritmética del perfil de superficie se reduce de 0.2-0.4 μm a 0.1-0.3 μm, formando un anillo de sellado cerrado efectivo. El sellado específico presión superpuesta por la presión específica de la fuerza de sellado y el Se genera presión específica de la fuerza de corrección en la superficie de sellado, que comprime o incluso bloquea el canal de fuga local, se extiende y cambia la dirección del canal y crea las condiciones básicas para el laberinto sello.
3 Presión específica necesaria
La fórmula de cálculo empírico comúnmente citada de La presión específica necesaria es [1]
![]()
El proceso de exprimir la superficie de sellado es principalmente el proceso de deformación elástica, por lo que cuando la rugosidad de la superficie cumple Requisitos de sellado, la tensión de compresión de la superficie de la superficie de sellado debe calcularse de acuerdo con la ley de Hooke (suponiendo que el error de planitud sea 0). La relación de fuerza de sellado es

Si la diferencia de dureza entre los dos sellado Las superficies en el par de sellado son grandes, la superficie de sellado más suave puede ser apretado solo. Si la dureza del material es similar, es posible que Las dos superficies de sellado están escalonadas y apretadas entre sí. Por lo tanto, ΔL en la fórmula (2) se calcula de acuerdo con la cantidad de compresión de superficie de sellado de un lado. Es imposible llenar completamente los picos de las olas en los valles de la onda por extrusión y la rugosidad de la superficie después de la extrusión es solo un valor conceptual que es fácil de calcular. La rugosidad de la superficie ε de la superficie de sellado después de la extrusión es
![]()
3.1 Fórmula de cálculo
La fórmula de cálculo de la presión específica también debe cumplir con Ley de Hooke. Resuelva la fórmula de cálculo de la ley de Hooke. De acuerdo a diferentes materiales, tome dos conjuntos de parámetros técnicos que pueden efectivamente lograr el sellado y resolver los coeficientes C y K relacionados con el sellado material superficial. Copie la fórmula para calcular lo necesario específico Se obtiene presión para la superficie de sellado de diferentes materiales.
(1) superficies de sellado de acero y carburo
Solución combinada de ecuación (1), ecuación (2) y ecuación (3), la El modo de cálculo aplicable a la superficie de sellado de metal es
![]()
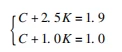
Tomando la superficie de sellado de acero inoxidable como ejemplo, E = 21 × 105 MPa, L = 2 mm, a = 04 μm, un conjunto de datos es DN300, PN = 64 MPa, BM = 9 mm, λ = 24 8 %, y Otro conjunto de datos es DN100, PN = 16 MPa, BM = 45 mm, λ = 181 %, respectivamente sustituido en la fórmula (5) y enumeró las ecuaciones sobre los coeficientes c y K
![]()
Resuelva el sistema de ecuación para obtener c = 35, k = 10, Sustituya en la fórmula (1), copie el cálculo de presión específico necesario Fórmula adecuada para acero y superficie de sellado de carburo cementado
![]()
Por la solución conjunta de la ecuación (3) y la ecuación (4), obtenemos ε1 = 03 μm , ε2 = 033 μm。
(2) superficie de sellado de aleación de cobre
Tomando la superficie de sellado HPB59-1 como ejemplo, E = 1034 × 105 MPa, L = 15 mm, a = 04 μm, un conjunto de datos es PN = 25 MPa, BM = 5 mm, λ = 282 %, y otro conjunto de Los datos son PN = 10 MPa, BM = 35 mm, λ = 245 %, respectivamente sustituido en la ecuación (5), y enumeró las ecuaciones sobre los coeficientes C y K
![]()
Resolver las ecuaciones, c = 30, k = 10, y sustituir en la fórmula (1) a Copie la fórmula de cálculo de presión específica necesaria para la aleación de cobre superficie de sellado
![]()
Por la solución conjunta de Fórmula (3) y fórmula (4), ε3 = 029 μm y ε4 = 03 μm, respectivamente.
(3) sellado de goma superficie
La relación de estrés y tensión de acuerdo con la ley de Hooke
Q = ΔE (8)
Tomando la superficie de sellado de goma como ejemplo, establezca l = 2 mm, e = 784 MPa, Un conjunto de datos es PN = 25 MPa, BM = 15 mm, δ = 20 %, y el otro conjunto de datos es Pn = 15 0 MPa, BM = 7 mm, δ = 152 %, las fórmulas (1) y (8) se resuelven juntos, y El modelo de cálculo para la superficie de sellado de goma es
![]()
Sustituir los datos en la ecuación (7), y enumere el sistema de ecuaciones sobre los coeficientes C y K
Resolver las ecuaciones para obtener c = 04, k = 06, sustituir en Fórmula (1), copie la fórmula de cálculo de presión específica necesaria adecuada Para la superficie de sellado de goma
![]()
3.2 Análisis comparativo
Los ejemplos seleccionados en el proceso de cálculo del La presión específica requerida son los dos puntos de intersección del específico Fórmula de cálculo de presión y la expresión de la ley de Hooke. Aunque el La recolección de los ejemplos es accidental, todos cumplen con los requisitos básicos de sellado de válvula. Se puede ver que la fórmula de cálculo de presión específica no debe ser la ley de Hooke no está completamente excluida, sino debido a sus respectivas principios y tendencias curvas, en realidad han formado diferentes ámbitos de solicitud. Comparación de la ecuación (1) con la ecuación (5) y la ecuación (9) respectivamente, se puede ver que la fórmula de cálculo de presión específica debe limitar los parámetros clave que controlan el rendimiento de sellado a la constante C y el coeficiente k, y ajustará la función de la presión específica del sello. Solo en relación con la presión nominal y el ancho de la cara de sellado, que no están directamente relacionados con el rendimiento del sellado, la regulación directa de la clave Se eliminan los parámetros del rendimiento del sellado. En términos de concepto de sellado, Existe una brecha entre el principio de sellado de la ley de Hooke y el elástico deformación de la capa de sellado. En el principio de diseño, los parámetros clave del sellado y la influencia de la planitud de la superficie de sellado en el Se ignora el rendimiento de sellado.
4. Relación de fuerza de sellado
El sellado la superficie se deforma elásticamente después de ser exprimida por la fuerza de sellado, y Su tensión de compresión superficial es la presión específica de la fuerza de sellado. La ley de Hooke se puede utilizar para deducir la fórmula de cálculo del específico Presión de la fuerza de sellado para diferentes materiales. Sin embargo, la deformación de los materiales metálicos se refleja en el cambio de la rugosidad de la superficie del superficie de sellado, que está en el orden de los micrómetros, mientras que la deformación de Los materiales no metálicos se reflejan en la compresión de la capa de sellado, que está en el orden de milímetros. Entonces el modo de cálculo es ligeramente diferente.
4.1 Fórmula de cálculo de la fuerza de sellado Presión específica
(1) sello de metal
Combine la ecuación (2) y la ecuación (4), y ordene la fuerza de sellado Fórmula de cálculo de presión específica para el sellado de metal
![]()
En fórmula (11), la presión específica QM de la fuerza de sellado es proporcional a la Módulo elástico del material de la superficie de sellado de metal y la superficie cambio de rugosidad (a-ε) antes y después de la extrusión, y es inversamente proporcional al grosor L de la capa de sellado.
(2) Sello no metálico
La fórmula de cálculo de presión específica de la fuerza de sellado para no metálico El sellado se calcula de acuerdo con la expresión de la ley de Hooke.
![]()
En fórmula (12), la presión específica QM de la fuerza de sellado es proporcional a la Módulo elástico del material y la tasa de compresión δ del sellado capa.
4.2 Parámetros de sellado
La influencia de los parámetros relacionados con el sellado en el La presión específica necesaria y la presión específica de la fuerza de sellado fue comparado y analizado.
(1) Medio funcionando presión P
Tomando H44H-150LB DN50 como ejemplo, tome BM = 45 mm, L = 2 mm, DMN = 51 mm. Se calcula la presión específica real Q = 71 MPa, que es menor que la Presión específica requerida QMF = 82 MPa. Esto no solo determina que el La superficie de sellado no se puede sellarse, pero tampoco se puede sellarse cuando es más bajo que la presión nominal. Las pruebas de campo muestran que la rugosidad de la molienda RA de la superficie de sellado del producto es 02 ~ 04 μm, y el sellado es logrado presionando la presión media, ε = 015 ~ 03 μm.
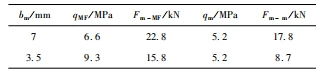
(2) Ancho de sellado superficie BM
La presión específica necesaria se define como la tensión de compresión mínima que debe lograrse para lograr sellado en la superficie de sellado, por lo que la presión específica necesaria es siempre lo mismo independientemente del ancho de la superficie de sellado. Sin embargo, en el Fórmula de cálculo (1) de la presión específica necesaria, cuando el ancho de La superficie de sellado aumenta, el valor calculado de lo necesario específico La presión disminuye (Tabla 1), que es inconsistente con la definición. Si analizado según la ley de Hooke, el ancho de la superficie de sellado no tiene nada que ver con la presión específica de la fuerza de sellado. Tomando el Válvula J41T-25Q-DN150 como ejemplo, tome a = 04 μm, ε = 03 μm, L = 2 mm, y el El ancho de la superficie de sellado de aleación de cobre BM es de 7 mm y 35 mm respectivamente [1], [ 2]. Después de un uso práctico, la válvula también puede lograr efectivamente a largo plazo sellado cuando BM = 35 mm.
Tabla 1. El ancho de la superficie de sellado y el específico requerido presión
En el proceso de prueba de ensamblaje diario, a menudo se ve que La sangría en la superficie de la superficie de sellado no alcanza el diseño Ancho, es decir, el ajuste es inferior al 65%, pero no afecta la finalización de la prueba de rendimiento de sellado. Tomar la válvula H41W-16T-DN32 como ejemplo, La superficie de sellado del cuerpo de la válvula es un sello de línea de sección esférico, el El radio esférico es r = 1 mm, l = 15 mm, y la rugosidad de la superficie es RA06 ~ 10 μm. 100 %, y cuando la presión media baja es de 10 MPa o 05 MPa, el muestreo La tasa de aprobación es del 90 %. Se puede ver que el ancho de la superficie de sellado no es directamente relacionado con si se puede sellarse, pero está relacionado con la mecánica fuerza (deformación, impacto) y vida útil (desgaste, corrosión) del sellado capa.
Práctica tiene demostrado que una superficie de sellado más amplia es beneficiosa para extender el canal de fuga, Aumentar la resistencia a la fuga, formar y mantener el anillo de sellado cerrado Requerido para el sellado, reduzca la influencia de la diferencia de presión media y diferencia de concentración y estabilizar el rendimiento del sellado. Por lo tanto, Debe basarse en la presión de trabajo de la válvula. La altura y Aumento o disminución del diámetro. Desde la fuerza de sellado y la fuerza de corrección También aumentará o disminuirá sincrónicamente, es necesario equilibrar y Ajuste el ancho de la superficie de sellado de acuerdo con el límite del cierre esfuerzo de torsión.
(3) Grosor L de capa de sellado
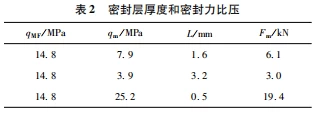
Se puede observar en la prueba de sellado que La capa de sellado es más gruesa que más delgada. Tomar la válvula H44W-64P-DN50 como una Ejemplo, BM = 45 mm, E = 21 × 105 MPa, a = 03 μm, ε = 024 μm, cuando el grosor de La capa de sellado aumenta de 16 mm cuando alcanza 3 °2 mm, el específico La presión de la fuerza de sellado cae en un 50% (Tabla 2), que impulsa el sellado fuerza para disminuir año a año y mejora el proceso de correspondencia del sellado par. Por el contrario, si la capa de sellado se diluye, la fuerza de sellado necesita Aumentar, lo que aumenta la dificultad de emparejamiento. En el proceso de deformación elástica, el grosor de la capa de sellado debe ser inversamente proporcional al estrés por compresión, pero en el ejemplo, el aumento o La disminución del grosor de la capa de sellado no cambió la calculada valor de la presión específica necesaria.
Tabla 2 Espesor del sello y fuerza de sellado presión específica
(4) Rugosidad de la superficie de la superficie de sellado
El proceso de obtener el estrés por compresión de sellado en La superficie de sellado de metal es esencialmente el proceso de cambiar la superficie aspereza, pero este proceso no debe mostrarse en la presión específica Modo de cálculo. Por lo tanto, el cambio de la rugosidad de la superficie antes y Después de la extrusión de la superficie de sellado, no puede cambiar y no puede cambiar el valor calculado de la presión específica necesaria, de modo que, como el Grosor de la capa de sellado, la base para la regulación y calidad del proceso El control se pierde.
(5) Módulo elástico E
Los módulos elásticos de latón y bronce no son iguales, y La constante de material C en la fórmula de cálculo adopta un valor fijo uniforme de 30, que cubre la diferencia de propiedades del material entre varios grados con un error de más o menos 20%. Si la superficie de sellado se cambia de latón a acero inoxidable, solo la constante C cambia de 30 a 35 en el Fórmula de cálculo de la presión específica necesaria, y el QMF es solo aumentó en un 14%~ 4%. Según la ley de Hooke, QM se duplicará como el módulo elástico cambios.
(6) tasa de compresión de caucho δ
Tomando Válvula D371X-16Q-DN300 como ejemplo, establecer D0 = 300 mm, E = 784 MPa, L = 55 mm, DM = 3018 mm, r = 5 mm, luego la tasa de compresión de caucho δ = 165 mm 4%, el sellado Presión específica de fuerza QM = 13 MPa. En este momento, el ancho proyectado efectivo de la superficie de sellado BM = 394 mm (la longitud de la acorde de la relación de compresión es Más del 9%), luego su presión específica QMF = 22 MPa, pero no tiene nada que hacer con la relación de compresión, y la fuerza de sellado específica es proporcional a la presión 70% más grande. Este error se llevará a la posterior Cálculos de resistencia a la parte y así sucesivamente.
4.3 Análisis de la presión específica de la fuerza de sellado
El analisis muestra que el valor calculado de la presión específica necesaria no cumplir con precisión las condiciones necesarias para el sellado y el sellado El rendimiento no se puede cambiar ajustando los parámetros relevantes del sellando. Dado que la presión específica de la fuerza de sellado no está incluida en la presión específica de la fuerza correctiva, su valor es el mismo que el valor calculado de la presión específica necesaria.
5. Relación de fuerza de corrección
Moler la superficie de sellado de metal, como la cara dura para Aplicación de alta temperatura válvula de puerta de sello a presión puede reducir el error de forma de la superficie de el plano mecanizado, pero es imposible eliminar el error, especialmente el superficie de sellado colocada en la cavidad del cuerpo de la válvula, y el error de planitud trajo por la herramienta de molienda a la superficie de sellado. Si el ancho de las dos superficies de sellado es inconsistente, la planitud de la superficie de sellado más amplia debe ser convertido en el valor de error de planitud para el cálculo de acuerdo con el Área de la superficie de sellado más estrecha. Diferentes métodos de procesamiento hacen que el La planitud de la superficie tiene una direccionalidad diferente, por lo que es necesario calcular la brecha entre las dos superficies de sellado de acuerdo con la forma de ensamblaje de la Dos planitud de superficie en la misma dirección u opuesta o incluso desordenada. Eliminar la brecha debe confiar en la fuerza total en la superficie de sellado para exprima el pico de rugosidad de la superficie de la superficie de sellado, o para presionar el Base de disco de válvula para doblar y deformar.
5.1 Fórmula de cálculo de presión específica de fuerza de corrección
(1) Exprima la superficie de sellado
La tasa de extrusión total de los picos del sellado La superficie no puede exceder el 50 % de la rugosidad de la superficie de la superficie de sellado Después de moler. En el ejemplo de resolver los coeficientes de material C y K en La fórmula de cálculo de la presión específica necesaria, se puede ver que La velocidad de extrusión λ de la cresta de onda de la superficie de sellado de metal requerida para obtener la fuerza de sellado generalmente no excede el 30%, por lo que la fuerza de corrección solo está reservado no solo para 20%a. Este tipo de pequeño espacio ocurre solo cuando Las superficies de las dos superficies de sellado en el par de sellado están inclinadas en la misma dirección. Deje que la distancia mínima Ω entre los pares de sellado sea el diferencia entre los dos valores de error de planitud, cuando Ω≈ (10 %~ 20 %) a cuando, La fuerza de corrección de la presión específica QH≈ (02 ~ 04) QM.
(2) deformación de la matriz
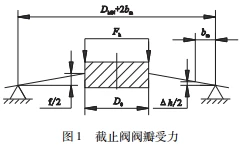
En la mayoría casos, ε excede el 15 % a, lo que solo puede reducir el error de planitud mediante Comprimiendo la deformación de flexión de la base de discos de la válvula. Tomando el globo válvula como ejemplo, si las dos superficies de sellado del par de sellado son inclinado el uno hacia el otro, la apertura de la brecha se enfrenta hacia adentro y se conecta con el canal de flujo del asiento de la válvula, y la rigidez de la base de discos es menor que la de el cuerpo de la válvula entre capas. La base del disco de la válvula es una placa circular, la intersección de la cabeza del disco de la válvula y el cuerpo base es el borde interno, y el diámetro exterior de la superficie de sellado del asiento de la válvula es el exterior borde. La placa del toro produce la deflexión F (Fig. 1). La fuerza de corrección FH se calcula de acuerdo con la fórmula de la placa circular de la carga concentrada [3]。
![]()
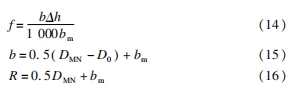
en la fórmula
F— - La desviación de la placa anular, mm
B— - El ancho anular de la placa anular, mm
β— - El coeficiente de cálculo de la desviación de la placa anular (Verifique el coeficiente de cálculo de la desviación de la placa anular De acuerdo con la relación R/R [3])
R— - Radio de placa anular (radio exterior del asiento de la válvula), mm
R— - Radio de agujero anular (radio exterior de la cabeza del disco, r = 05d0), mm
Según la definición de estrés por compresión, la presión específica
QH de la fuerza correctiva en la superficie de sellado es![]()
5.2 Análisis de presión específica de la fuerza de corrección
Si los dos Las superficies de sellado del par de sellado de la válvula de globo están inclinadas hacia el uno al otro y la apertura de la brecha se enfrentan hacia afuera, la abertura más grande solo Aumente la brecha después de que el disco de la válvula se dobla y se deforma bajo presión. Por lo tanto, solo controlando la dirección de la alimentación de corte para cambiar la inclinación Dirección de la planitud de la superficie, este tipo de ensamblaje se puede evitar. Diferentes estructuras de válvulas y el error de forma de la superficie de sellado afecta La elección clara del modelo mecánico y el modo de cálculo. Sin embargo, la mayoría de se realizan por la deformación de flexión de la base de discos de la válvula y el El valor máximo de la fuerza de corrección es representativo. La selección del La fórmula de cálculo de la placa anular debe basarse en las propiedades de carga del disco de la válvula. Por ejemplo, la válvula de retención es una carga uniforme y la Los procedimientos de cálculo también son muy diferentes. Desde el grosor del disco la base aparece como una potencia de 3 en la fórmula de cálculo de la placa circular, Mientras haya un ligero aumento o disminución, el valor QH será rápidamente tirado. Si el grosor está fuera de control (como establecer un excesivo asignación adicional de grosor), es muy probable que el par de cierre exceder el límite, o el ancho de contacto real de la superficie de sellado estrecha porque el error de planitud de la superficie de sellado no puede ser completamente eliminado, reduciendo así la vida útil de la válvula y el sellado confiabilidad (estos no son adecuados para discos por debajo de DN65 sin o con un base plana anular estrecha).
6. Relación de presión de sellado
6.1 Fórmula de cálculo del sellado de presión específica
El análisis muestra que el sellado de la válvula tiene que irse a través de dos procesos. Primero, el error de forma de la superficie de sellado (esférico, cónico o plano) se elimina por la fuerza correctiva y un Se obtiene la superficie de contacto con un ancho suficiente, y luego la superficie de contacto se aprieta por la fuerza de sellado para formar un sello efectivo. anillo de sellado. Por lo tanto, la fuerza de sellado FMB es
6.2 Análisis de sellado de presión específica
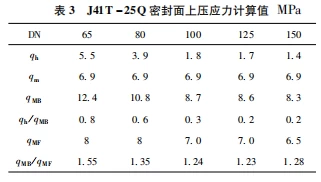
La Tabla 3 enumera los valores y proporciones calculadas de varias compresiones tensiones en la superficie de sellado J41T-25Q-DN65 ~ DN150 (el grosor del El sustrato se calcula de acuerdo con la fuerza). La presión específica de la fuerza es 20% ~ 80% del valor de presión específico de sellado. A pesar de que hay particularidades en casos individuales, pequeños cambios en los parámetros relacionados con el sello puede tener un gran impacto en los resultados del cálculo. Por ejemplo, aumentar el El grosor de la capa de sellado de 15 mm a 2 mm reducirá la proporción de la presión específica de sellado que excede la presión específica necesaria por Alrededor del 25%, es decir, qmb≈ (10 ~ 13) QMF. Pero al menos se puede ver que el El valor de la fuerza correctiva no es insignificante. Es más difícil y mas importante para controlar y reducir el error de forma de la superficie de sellado que el rugosidad de la superficie. Revela la distribución de la fuerza en el sellado Fuerza y la dirección del proceso para lograr y mejorar el sellado. . Por lo tanto, es necesario presentar requisitos claros sobre el error de forma nivel de la superficie de sellado en la selección de parámetros de diseño, como con el rugosidad de la superficie.
(1) Fórmula de cálculo de la presión específica del sello metálico
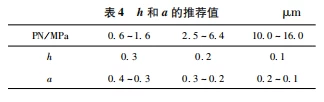
Ajustar y controlar el grosor de la capa de sellado mediante la fórmula de cálculo de fuerza de sellado y presión. Se recomienda el rango de valor general como (calculado en el punto más delgado, excluyendo la capa de transición de metal de Soldadura por superficie) L≥20 mm, aleación de cobre l≥2 15 mm. Los valores recomendados de rugosidad de la superficie A y sellado de planitud de la superficie H después de la molienda se muestran en Tabla 4. Dado que la válvula de retención no tiene una fuerza de sellado externa para usar, debe mejorarse en al menos un nivel, y para materiales como aleaciones de cobre con menor dureza y pequeño módulo elástico, la rugosidad de la superficie de sellado puede relajarse por un nivel. Por ejemplo, PN16, la rugosidad de la superficie A puede ser Relajado a RA08 μm. Según el seguimiento estadístico de los datos de medición, RA02 ~ 04 μm se puede lograr mediante el proceso de molienda convencional, pero 01 μm necesita ser precisamente molido.
(2) Fórmula de cálculo de presión específica del sello de goma
La relación de compresión de la superficie de sellado de goma de consumo medio puede ser sellado dentro del 8%≤Δ≤33%, pero si la relación de compresión se controla a δ = 15%~ 25%, el rendimiento del sellado es relativamente estable. Pérdida permanente de La capacidad de sellado es posible. El módulo elástico de goma de dureza media (refiriéndose a 75 a ± 5 a) es E = 784 MPa, y el módulo elástico de caucho con un La dureza de 60 ~ 70 A disminuirá, que se toma según SL74-2013. los El grosor L de la capa de goma debe calcularse y determinarse según a la capacidad de control de la desviación dimensional del par de sellado a Asegúrese de que la tasa de compresión real δ de la capa de sellado de goma sea siempre controlado dentro de un rango razonable cuando el sello de metal está en el máximo sólido y mínimo sólido. Cuando el grosor es demasiado delgado, es La compresibilidad es inestable y su resistencia no es suficiente, generalmente l≥2 mm.
(3) Fórmula de cálculo de presión específica del sello PTFE
los El módulo elástico compresivo de PTFE es generalmente e = 280 MPa, pero debería ser ajustado de acuerdo con el valor medido real del material seleccionado. los La compresibilidad del sello plano está limitada por la resistencia a la compresión en diferentes temperaturas de funcionamiento. Para el asiento de la válvula de bola que está presurizado En ambos lados en un espacio fijo, también está sujeto a la resistencia al flujo de frío (Límite de rendimiento falso). La relación de compresión δ se calcula de acuerdo con la fórmula (8), que se superpone por la relación de compresión del sellado estático superficie y la superficie de sellado dinámico.
8. Conclusión
(1) En la fórmula de cálculo del presión específica necesaria, el término constante C y el coeficiente K relacionado con El material de la superficie de sellado no puede mostrar la influencia del cambio de el módulo elástico, el grosor de la superficie de sellado y la rugosidad de la superficie de sellado sobre la presión específica necesaria, y no hay el Se incluye una presión específica de fuerza correctiva, por lo que el específico necesario La fórmula de cálculo de presión para sellos metálicos es limitada. Cuando la fórmula para Se utiliza el cálculo de la presión específica necesaria para los sellos no metálicos, el El resultado del cálculo no es práctico porque no se puede correlacionar con el compresibilidad.
(2) La ley de Hooke se puede utilizar para interpretar y copiar la fórmula de cálculo de la presión específica necesaria, y deducir la fórmula de cálculo de la presión específica de la corrección fuerza y la presión específica de la fuerza de sellado.
(3) la presión específica del La fuerza de sellado es proporcional al módulo elástico del sellado de metal material superficial y la diferencia (compresión) de la rugosidad de la superficie antes y después de la extrusión, inversamente proporcional al grosor del Capa de sellado y no tiene nada que ver con el ancho de la superficie de sellado.
(4) El ancho de la superficie de sellado es relacionado con la fuerza mecánica y la vida útil de la capa de sellado. A La superficie de sellado más amplia es propicio para la formación de un anillo de sellado cerrado, reduciendo la influencia de la diferencia o concentración de presión media diferencia y estabilización del rendimiento de sellado. Por lo tanto, debería ser basado en el trabajo de la válvula. Configuración de límite del nivel de presión, tamaño del calibre y par de cierre.
(5) La presión específica de sellado se compone de la Presión específica de la fuerza de sellado y la presión específica de la fuerza de corrección
Descripción del símbolo:
C, K - coeficientes relacionados con el material del superficie de sellado
A— - La rugosidad de la superficie de la superficie de sellado después molienda, μm
DMN - El diámetro interno del asiento de la válvula,
mm ε— - La rugosidad de la superficie de la superficie de sellado Después de la extrusión, μm
Do—— Diámetro de la cabeza del disco, mm
λ - - Tasa de extrusión de cresta de superficie de coma, %
A—— Área de superficie de sellado, mm2
ΔL— - La altura máxima de la superficie aplanada del superficie de sellado, μm
Ω - - La diferencia entre los valores de error de planitud De las dos superficies de sellado del par de sellado, μm
L— - El grosor de la capa de sellado, mm
ΔH— - La suma de los errores de planitud de los dos sellado superficies del par de sellado, μm
δ— - tasa de compresión de la capa de sellado, %
H— - Flatitud de la superficie de sellado después de la molienda, μm
P—— Presión de trabajo mediano, MPA
BM— - El ancho de la superficie de sellado del avión sello, mm
PN - Presión nominal, MPA
P— - La presión específica calculada del sellado superficie (presión específica real), MPA
FMZ - - Fuerza total sobre la superficie de sellado, n
QMB— - SEAL Presión específica, MPA
FMB - Fuerza de sellado, N
QM— - La presión específica de la fuerza de sellado, MPA
FM - Fuerza de sellado, N
QH— - Presión específica de la fuerza de corrección, MPA
FH— - Fuerza de corrección, N
QMF: debe ser una presión específica, MPA
DM—— Diámetro exterior del disco, mm
[Q] —— Presión específica permitida, MPA
r—— El radio del arco de sellado del borde del disco, mm
E - Módulo elástico del material, MPA
t— - El grosor de la base del disco de la válvula, mm