 86 512 68781993
86 512 68781993 



















Procedure di manutenzione della valvola a saracinesca

1. Breve introduzione della valvola a saracinesca
1.1. Lavorando principio e funzione della valvola a saracinesca:
Saracinesche appartengono al tipo di valvole di intercettazione, che di solito sono installate su tubazioni con un diametro maggiore di 100 mm e vengono utilizzati per tagliare o collegare il mezzo flusso nella conduttura. Poiché il disco è di tipo gate, lo è generalmente chiamato valvola a saracinesca. La valvola a saracinesca presenta i vantaggi della manodopera risparmio e meno resistenza al flusso. Tuttavia, la superficie di tenuta è facile usura e perdite, la corsa di apertura è grande e la manutenzione è difficile. La valvola a saracinesca non può essere utilizzata come valvola di regolazione, deve essere in posizione completamente aperta o completamente chiusa. Il principio di funzionamento è: quando la valvola a saracinesca è chiusa, lo stelo della valvola si sposta verso il basso a seconda della altezza della superficie di tenuta della valvola a saracinesca e della superficie di tenuta della la sede della valvola è liscia e piatta, coerente tra loro per impedire il flusso dei media e fare affidamento sul cuneo superiore per aumentare l'effetto di tenuta. Il l'elemento di chiusura si sposta lungo la direzione verticale del centro linea. Esistono molti tipi di valvole a saracinesca, che possono essere divise in cunei tipo e tipo parallelo in base al tipo. Ogni tipo è diviso in cancello singolo e doppio cancello.
1.2 Costruzione:
Il il corpo della valvola a saracinesca è autosigillante o premere la valvola a saracinesca di tenuta. La connessione il metodo del coperchio della valvola e del corpo della valvola consiste nell'utilizzare la pressione verso l'alto di il mezzo nella valvola per forzare la compressione della guarnizione di tenuta raggiungere lo scopo di sigillare. La guarnizione di tenuta della valvola a saracinesca è sigillata con imballaggio dell'amianto ad alta pressione con filo di rame.
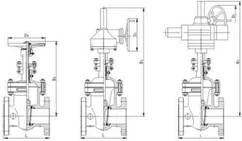
Il la struttura della valvola a saracinesca è composta principalmente da corpo valvola, cappello, telaio, valvola stelo, sportelli delle valvole sinistro e destro, dispositivo di tenuta del premistoppa, ecc.
Il il materiale del corpo valvola è diviso in acciaio al carbonio e acciaio legato secondo la pressione e la temperatura del mezzo della conduttura. Generalmente installato nella valvola del sistema a vapore surriscaldato, t> 450 ℃ o più, il corpo valvola è in lega materiale, come la valvola di scarico della caldaia. Per la valvola installata nel sistema di approvvigionamento idrico o tubazione con temperatura media t≤450 ℃, il materiale del corpo valvola è in carbonio acciaio.
cancello le valvole sono generalmente installate su tubi di sodio DN ≥ 100 mm. Il diametro nominale della saracinesca di include la caldaia WGZ1045 / 17.5-1 nella prima fase di Zhang Shan DN300, DNl25 e DNl00.
2. Tecnologia di manutenzione della valvola a saracinesca
2.1 Valvola disintegrazione:
2.1.1 Rimuovi i bulloni di fissaggio del telaio superiore del cofano, i dadi dei quattro bulloni sul cofano di sollevamento deve essere svitato, girare il dado dello stelo in senso antiorario per sganciare il telaio della valvola dal corpo della valvola, quindi appendere il telaio con uno strumento di sollevamento, mettilo nel posto giusto. La parte del dado dello stelo deve essere smontato per ispezione.
2.1.2 Prendere fuori l'anello di ritenzione sull'anello di tenuta del corpo valvola e premere verso il basso cofano con uno strumento speciale per creare uno spazio tra il coperchio della valvola e l'anello. Poi togliere l'anello quadruplo in sezioni. Infine, utilizzare uno strumento di sollevamento per sollevare il coperchio della valvola insieme allo stelo e al deflettore della valvola corpo valvola. Posizionarlo sul luogo di manutenzione e prestare attenzione per prevenire danni alla superficie dell'articolazione del lembo.
2.1.3 Pulito l'interno del corpo della valvola, controllare la superficie del giunto della sede della valvola e determinare il metodo di manutenzione. Coprire la valvola smontata con a copertura speciale o copertura e apporre il sigillo.
2.1.4 Allentato il perno della cerniera del premistoppa sul coperchio della valvola. Il premistoppa è allentato e lo stelo della valvola è svitato.
2.1.5 Smontare le stecche superiore e inferiore del telaio del disco della valvola, estrarre il lembi delle valvole sinistro e destro e mantenere il gimbal interno e guarnizione. Misurare lo spessore totale della guarnizione ed effettuare una registrazione.
2.2 Riparazione dei componenti della valvola:
2.2.1 Il la superficie del giunto della sede della valvola a saracinesca deve essere rettificata con a strumento di rettifica speciale (pistola per rettifica, ecc.). Sabbia abrasiva o panno smerigliato può essere usato per macinare. Il metodo è anche da grossolano a fine e finalmente lucidato.
2.2.2 Il la superficie dei giunti delle alette può essere lucidata a mano o con una rettificatrice. Se la la superficie presenta pozzi profondi o scanalature, può essere inviata a un tornio o smerigliatrice micro-lavorazione. Dopo tutto sono livellati e lucidati.
2.2.3 Pulito il coperchio della valvola e la guarnizione di tenuta, rimuovere la ruggine all'interno e all'esterno pareti dell'anello di pressione del premistoppa, in modo che l'anello di pressione possa essere uniformemente inserito nella parte superiore del coperchio della valvola, che è conveniente per compattazione della guarnizione di tenuta.
2.2.4 Pulito l'imballaggio nella scatola di imballaggio dello stelo, controllare se l'anello interno della sede dell'imballaggio è intatto, lo spazio tra il foro interno e l'asta di taglio dovrebbe incontrarsi i requisiti e l'anello esterno e la parete interna della scatola di imballaggio non dovrebbe essere bloccato.
2.2.5 Pulito la ruggine del premistoppa e della piastra di pressione, la superficie deve essere pulita e intatto. Lo spazio tra il foro interno della ghiandola e l'asta di taglio dovrebbe soddisfare i requisiti e la parete esterna e il premistoppa dovrebbero non essere inceppato, altrimenti devono essere eseguite riparazioni.
2.2.6 Allentato il bullone del cardine, verificare che la parte della vite sia intatta e il dado sia intatto, e può essere delicatamente girato a mano alla radice del bullone e il l'albero del perno deve essere ruotato in modo flessibile.
2.2.7 Pulito la ruggine sulla superficie dello stelo della valvola, verificare la flessione e raddrizzare se necessario. La parte del filo trapezoidale deve essere intatta, senza rotture e danno e ricoperto di polvere di piombo dopo la pulizia.
2.2.8 Pulito l'anello Sihe, la superficie dovrebbe essere liscia. La superficie non deve avere bave o arricciature.
2.2.9 Il i bulloni di fissaggio devono essere puliti, i dadi devono essere intatti e la rotazione dovrebbe essere flessibile e le parti filettate devono essere rivestite con polvere di piombo.
2.2.10 Pulito il dado dello stelo e il cuscinetto interno:
①Rimuovere la vite di fissaggio del dado dello stelo controdado e alloggiamento e svitare la vite di bloccaggio in senso antiorario direzione.
② Estrarre il dado dello stelo e il cuscinetto, disco primavera e pulirlo con cherosene. Controllare se il cuscinetto ruota in modo flessibile e se la molla del disco è incrinata.
③ Pulire il dado dello stelo, verificare se la vite della scala della boccola interna è intatta e la vite di fissaggio con il guscio dovrebbe essere solido e affidabile. L'usura del rivestimento dovrebbe soddisfare i requisiti, altrimenti dovrebbe essere sostituito.
④Coprire il cuscinetto con burro e metterlo nel dado dello stelo. Le molle a disco sono combinate secondo necessità e ricaricate in sequenza. Infine, bloccare con un controdado, quindi fissarlo saldamente con viti.
2.3 Assemblaggio della valvola a saracinesca:
2.3.1 Put le alette della valvola destra e sinistra lucidate sull'anello di serraggio dello stelo e fissarlo con le piastre di bloccaggio superiore e inferiore. Il gimbal deve essere posizionato all'interno e la guarnizione di regolazione deve essere aggiunta in base alla situazione di manutenzione.
2.3.2 Inserisci lo stelo della valvola insieme al disco della valvola nella sede della valvola per il test e ispezione. Dopo che il disco della valvola e la superficie di tenuta della sede della valvola sono al completo contatto, assicurarsi che la superficie di tenuta del disco della valvola sia più alta della valvola sede di tenuta superficie e soddisfare i requisiti di qualità. Spessore dello spessore verso l'alto fino a quando non è adatto e sigillato con un cuscinetto anti-ritorno per impedire distacco.
2.3.3 Pulito il corpo della valvola e pulire la sede della valvola e il disco. Quindi inserire lo stelo della valvola e disco della valvola nella sede della valvola e installare il coperchio della valvola.
2.3.4 Installare la guarnizione di tenuta sulla parte autosigillante del coperchio della valvola come necessario. Le specifiche dell'imballaggio e il numero di giri devono essere conformi a standard di qualità. La parte superiore dell'imballaggio viene pressata con una pressione anello e infine chiuso con una piastra di copertura.
2.3.5 Montare l'anello quadruplo sezione per sezione e utilizzare l'anello di sicurezza per sollevare l'anti-off e serrare il dado del bullone di sollevamento del coperchio della valvola.
2.3.6 Riempi l'imballaggio come richiesto per riempire la scatola di imballaggio della tenuta dello stelo della valvola, inserirlo la ghiandola e la piastra di pressione e serrare con una vite a cerniera.
2.3.7 Reinstallare il telaio del cofano, ruotare il dado dello stelo superiore per far cadere il telaio il corpo della valvola e fissarlo con un bullone di collegamento per evitare che cada su.
2.3.8 Installare il dispositivo di azionamento elettrico della valvola; la parte superiore della connessione la parte deve essere avvitata saldamente per evitare il distacco e testare manualmente se l'interruttore della porta di taglio è flessibile.
2.3.9 Il la targhetta della valvola è chiara, intatta e corretta. I registri di manutenzione sono completo e chiaro; e l'esperienza è accettabile.
2.3.10 L'isolamento delle tubazioni e delle valvole è completo e il sito di manutenzione lo è pulito.
3. Cina standard di qualità del fornitore della valvola a saracinesca con tenuta a pressione per saracinesca Manutenzione
3.1 Valvola corpo:
3.1.1 Il il corpo valvola deve essere privo di difetti quali trachoma, crepe ed erosione, e devono essere trattati in tempo dopo la scoperta.
3.1.2 Lì non dovrebbero esserci detriti nel corpo valvola e nella tubazione, e l'ingresso e l'uscita sono sbloccati.
3.1.3 tappo filettato nella parte inferiore del corpo valvola dovrebbe garantire una tenuta affidabile e nessuna perdita.
3.2 Valvola stelo:
3.2.1 Il la curvatura dello stelo della valvola non deve essere superiore a 1/1000 del totale lunghezza, altrimenti dovrebbe essere raddrizzato o sostituito.
3.2.2 Il parte della filettatura trapezoidale dello stelo della valvola deve essere intatta, senza rotture, schiocco e altri difetti, e la quantità di usura non deve superare 1/3 del spessore del filo trapezoidale.
3.2.3 la superficie è liscia e priva di ruggine e non vi è corrosione da fiocchi e superficie delaminazione sul contatto di tenuta con l'imballo. Quelli con un'uniforme la profondità del punto di corrosione ≥0,25 mm deve essere sostituita con uno nuovo. La finitura dovrebbe essere garantita sopra ▽ 6.
3.2.4 la filettatura di connessione deve essere intatta e il perno fissato in modo affidabile.
3.2.5 Il l'asta di taglio e il dado dell'asta di taglio devono essere combinati per ruotare in modo flessibile, senza inceppamenti durante l'intera corsa e il filo deve essere rivestito polvere di piombo per la protezione della lubrificazione.
3.3 Imballaggio foca:
3.3.1 Il la pressione e la temperatura dell'imballaggio utilizzato devono soddisfare i requisiti del mezzo della valvola e il prodotto deve essere accompagnato da un certificato di conformità o identificazione del test necessario.
3.3.2 Il le specifiche dell'imballaggio devono soddisfare i requisiti di dimensione della scatola sigillata e non devono essere sostituiti da imballaggi sovradimensionati o sottodimensionati. L'altezza del l'imballaggio deve soddisfare i requisiti dimensionali della valvola e un margine a tenuta di calore deve essere accantonato.
3.3.3 l'interfaccia di riempimento deve essere tagliata in una forma obliqua con un angolo di 45 °. L'interfaccia di ciascun cerchio dovrebbe essere sfalsato di 90 ° -180 °. Il la lunghezza del riempitivo dopo il taglio dovrebbe essere appropriata. Non ci dovrebbe essere lacune o sovrapposizioni nell'interfaccia del fenomeno del riquadro di riempimento.
3.3.4 Il l'anello di sede e il premistoppa devono essere intatti, senza ruggine, il premistoppa dovrebbe essere pulito e liscio, lo spazio tra l'asta della porta e l'anello di sede deve essere di 0,1-0,3 mm e il massimo non deve superare 0,5 mm Lo spazio tra la periferia esterna e la parete interna del premistoppa sono 0,2-0,3 mm e il massimo non è superiore a 0,5 mm.
3.3.5 Dopo il bullone del cardine è serrato, la piastra di pressione deve essere mantenuta diritta e la la forza di serraggio è pari. Il premistoppa e il foro interno del la piastra di pressione deve essere coerente con lo spazio attorno alla valvola stelo. Il premistoppa premuto nella camera di imballaggio deve essere 1/3 di la sua dimensione in altezza.
3.4 Sigillatura superficie:
3.4.1 Dopo riparazione, la superficie di tenuta del disco della valvola e della sede della valvola deve essere libera di punti e scanalature, la parte di contatto dovrebbe occupare più di 2/3 della larghezza del lembo della valvola e la finitura superficiale dovrebbe raggiungere più di ▽ 10.
3.4.2 Montare l'aletta della valvola di prova. Dopo aver inserito l'aletta della valvola nella valvola sede, assicurarsi che il nucleo della valvola sia 5-7 mm più alto della sede della valvola per garantire la tenuta.
3.4.3 Quando assemblando i lembi sinistro e destro, l'auto-regolazione dovrebbe essere flessibile e il dispositivo anti-off deve essere integro e affidabile. 3.5 Dado stelo valvola:
3.5.1 Il la filettatura interna della boccola deve essere intatta e non devono esserci rotture o fibbie disordinate e la fissazione con il guscio esterno dovrebbe essere affidabile e privo di scioltezza.
3.5.2 Tutti i componenti del cuscinetto devono essere intatti e flessibili in rotazione. Nessuna crepa, ruggine, pelle pesante e altri difetti sulla superficie del guscio interno ed esterno e sfere d'acciaio.
3.5.3 Disco le molle dovrebbero essere prive di crepe e deformazioni, altrimenti dovrebbero esserlo sostituito con nuovi. 3.5.4 Le viti di fissaggio sulla superficie della serratura il dado non deve essere allentato. Il dado dello stelo ruota in modo flessibile e l'assiale la distanza è garantita ma non superiore a 0,35 mm.
4. Cancello processo di riparazione della valvola e standard di qualità scaricare l'allegato.
 Processo di riparazione della valvola a saracinesca e standard di qualità.pdf
Processo di riparazione della valvola a saracinesca e standard di qualità.pdf