 86 512 68781993
86 512 68781993 



















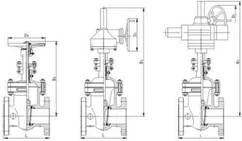
Procédures d'entretien des vannes à opercule

1. Brève introduction de la soupape à vanne
1.1. Travail principe et fonction du robinet-vanne:
Vannes appartiennent au type de vannes de coupure, qui sont généralement installées sur des pipelines avec un diamètre supérieur à 100 mm et sont utilisés pour couper ou connecter le support débit dans le pipeline. Le disque étant du type porte, il est généralement appelé robinet-vanne. Le robinet-vanne a les avantages du travail économie et moins de résistance à l'écoulement. Cependant, la surface d'étanchéité est facile à l'usure et les fuites, la course d'ouverture est grande et l'entretien est difficile. Le robinet-vanne ne peut pas être utilisé comme vanne de régulation, il doit être en position complètement ouverte ou complètement fermée. Le principe de fonctionnement est: quand la vanne est fermée, la tige de la vanne se déplace vers le bas en fonction de la hauteur de la surface d'étanchéité du robinet-vanne et de la surface d'étanchéité du le siège de soupape est lisse et plat, cohérent les uns avec les autres pour empêcher l'écoulement de médias, et compter sur le coin supérieur pour augmenter l'effet d'étanchéité. le l'élément de fermeture se déplace le long de la direction verticale du centre ligne. Il existe de nombreux types de robinets-vannes, qui peuvent être divisés en coin type et type parallèle selon le type. Chaque type est divisé en portail simple et double portail.
1.2 Construction:
le le corps du robinet-vanne est auto-étanche ou robinet-vanne à joint étanche. La connexion méthode du couvercle de soupape et du corps de soupape consiste à utiliser la pression le milieu dans la soupape pour forcer la garniture d'étanchéité à être comprimé à atteindre l'objectif de scellement. L'emballage d'étanchéité du robinet-vanne est scellé avec Garniture en amiante haute pression avec fil de cuivre.
le La structure du robinet-vanne est principalement composée du corps de la vanne, du chapeau, du cadre, de la vanne tige, volets de valve gauche et droit, dispositif d'étanchéité de garniture, etc.
le le matériau du corps de soupape est divisé en acier au carbone et en acier allié selon la pression et la température du milieu du pipeline. Généralement installé dans la soupape du système de vapeur surchauffée, t> 450 ℃ ou plus, le corps de soupape est en alliage matériel, comme la soupape d'échappement de la chaudière. Pour la vanne installée dans le système d'alimentation en eau ou le pipeline avec une température moyenne t≤450 ℃, le matériau du corps de la vanne est en carbone acier.
Porte les vannes sont généralement installées sur des tuyaux de soude DN ≥ 100 mm. Le diamètre nominal du robinet-vanne de la chaudière WGZ1045 / 17.5-1 dans la première phase de Zhang shan comprend DN300, DNl25 et DNl00.
2. Technologie de maintenance de la vanne d'arrêt
2.1 Vanne désintégration:
2.1.1 Supprimer les boulons de fixation du cadre supérieur du capot, les écrous des quatre boulons sur le capot de levage doit être dévissé, tournez l'écrou de tige dans le sens antihoraire pour dégager le cadre de soupape du corps de soupape, puis suspendre le cadre avec un outil de levage, placez-le au bon endroit. La partie écrou de tige doit être démonté pour inspection.
2.1.2 Prendre sortir la bague de retenue au niveau de la bague d'étanchéité du corps de soupape et appuyer capot avec un outil spécial pour faire un espace entre le couvercle de soupape et la bague. Puis retirer l'anneau quadruple en sections. Enfin, utilisez un outil de levage pour soulever le couvercle de soupape avec la tige de soupape et le volet de soupape hors du corps de soupape. Placez-le sur le site de maintenance et faites attention à éviter dommages à la surface du joint de volet.
2.1.3 Nettoyer l'intérieur du corps de soupape, vérifiez la surface du joint du siège de soupape, et déterminer la méthode de maintenance. Couvrir la valve démontée avec un couvercle spécial ou couvercle, et apposer le sceau.
2.1.4 Desserrer le boulon de charnière du presse-étoupe sur le couvercle de soupape. Le presse-étoupe est desserré et la tige de soupape est dévissée.
2.1.5 Démonter les attelles supérieure et inférieure du cadre du disque de soupape, retirer la volets de valve gauche et droit, et garder le cardan interne et joint. Mesurer l'épaisseur totale du joint et enregistrer.
2.2 Réparation des composants de la vanne:
2.2.1 Le la surface de joint du siège de soupape de la vanne doit être meulée avec un outil de meulage spécial (pistolet de meulage, etc.). Sablage ou émeri peut être utilisé pour le broyage. La méthode est également de grossière à fine, et enfin poli.
2.2.2 Le la surface du joint de volet peut être polie à la main ou par une machine de meulage. Si la la surface a des creux profonds ou des rainures, il peut être envoyé à un tour ou un broyeur pour micro-traitement. Après tout, ils sont nivelés et polis.
2.2.3 Nettoyer le couvercle de soupape et l'emballage d'étanchéité, retirez la rouille sur l'intérieur et l'extérieur les parois de l'anneau de pression d'emballage, de sorte que l'anneau de pression puisse être lisse inséré dans la partie supérieure du couvercle de soupape, ce qui est pratique pour compactage de la garniture d'étanchéité.
2.2.4 Nettoyer l'emballage dans la boîte d'emballage de tige, vérifiez si la bague intérieure du siège d'emballage est intact, le jeu entre le trou intérieur et la tige de coupe doit se rencontrer les exigences, et la bague extérieure et la paroi intérieure de la boîte d'emballage ne doit pas être coincé.
2.2.5 Nettoyer la rouille du presse-étoupe et de la plaque de pression, la surface doit être propre et intact. L'écart entre le trou intérieur du presse-étoupe et la tige de coupe devrait répondre aux exigences, et le mur extérieur et la boîte à garniture devraient ne pas être coincé, sinon des réparations doivent être effectuées.
2.2.6 Desserrer le boulon de charnière, vérifiez que la partie vis doit être intacte et que l'écrou est intact, et il peut être doucement tourné à la racine du boulon à la main, et le l'axe de la broche doit être tourné de manière flexible.
2.2.7 Nettoyer la rouille à la surface de la tige de soupape, vérifier la flexion et redresser si nécessaire. La partie filetée trapézoïdale doit être intacte, sans rupture et les dommages, et recouvert de poudre de plomb après le nettoyage.
2.2.8 Nettoyer l'anneau Sihe, la surface doit être lisse. La surface ne doit pas avoir bavures ou curling.
2.2.9 Le les boulons de fixation doivent être nettoyés, les écrous doivent être intacts et la rotation doit être flexible et les parties filetées doivent être enduites de poudre de plomb.
2.2.10 Nettoyer l'écrou de tige et le roulement interne:
①Retirer la vis de fixation de l'écrou de tige contre-écrou et le boîtier, et dévisser la vis de blocage dans le sens antihoraire direction.
② Retirez l'écrou de tige et le roulement, le disque printemps, et nettoyez-le avec du kérosène. Vérifiez si le roulement tourne de manière flexible et si le ressort du disque est fissuré.
③ Nettoyez l'écrou de tige, vérifiez si le la vis de l'échelle intérieure de la bague est intacte, et la vis de fixation avec la coque doit être ferme et fiable. L'usure de la doublure doit répondre aux exigences, sinon, il doit être remplacé.
④Couvrir le roulement de beurre et le mettre dans l'écrou de tige. Les ressorts à disque sont combinés au besoin et rechargés en séquence. Enfin, verrouillez avec un contre-écrou, puis fixez-le fermement avec des vis.
2.3 Assemblage du robinet-vanne:
2.3.1 Put les volets de valve droit et gauche polis sur l'anneau de serrage de la tige et le fixer avec les plaques de serrage supérieure et inférieure. Le cardan doit être placé à l'intérieur, et le joint de réglage doit être ajouté en fonction de la situation de maintenance.
2.3.2 Insérer la tige de soupape avec le disque de soupape dans le siège de soupape pour tester et inspection. Une fois que le disque de soupape et la surface d'étanchéité du siège de soupape sont en place contact, assurez-vous que la surface d'étanchéité du disque de soupape est plus haute que la soupape surface d'étanchéité du siège et répondre aux exigences de qualité. Épaisseur de la cale vers le haut jusqu'à ce qu'il convienne, et scellé avec un tampon anti-retour pour éviter détachement.
2.3.3 Nettoyer le corps de soupape et essuyer le siège de soupape et le disque. Mettez ensuite la tige de soupape et le disque de soupape dans le siège de soupape et installer le couvercle de soupape.
2.3.4 Installez la garniture d'étanchéité sur la partie auto-étanche du couvercle de soupape obligatoire. Les spécifications d'emballage et le nombre de tours doivent répondre aux normes de qualité. La partie supérieure de l'emballage est pressée avec une pression anneau et enfin fermé avec une plaque de couverture.
2.3.5 Assemblez la bague quadruple section par section et utilisez la bague de retenue pour relever l'anti-off et serrer l'écrou du boulon de levage du couvercle de soupape.
2.3.6 Remplissage l'emballage comme requis pour remplir la boîte d'emballage du joint de tige de soupape, le mettre dans le presse-étoupe et la plaque de pression, et serrez-les avec une vis à charnière.
2.3.7 Réinstallez le cadre du chapeau, tournez l'écrou de tige supérieur pour faire tomber le cadre le corps de soupape, et le fixer avec un boulon de connexion pour l'empêcher de tomber en dehors.
2.3.8 Installez le dispositif d'entraînement électrique de la vanne; la partie supérieure de la connexion la pièce doit être vissée fermement pour éviter tout détachement et vérifier manuellement si l'interrupteur de porte de coupe est flexible.
2.3.9 Le la plaque signalétique de la valve est claire, intacte et correcte. Les dossiers de maintenance sont complet et clair; et l'expérience est acceptable.
2.3.10 L'isolation des pipelines et des vannes est terminée et le site de maintenance est nettoyé.
3. Chine joint d'étanchéité sous pression normes de qualité du fournisseur pour robinet-vanne entretien
3.1 Vanne corps:
3.1.1 Le le corps de la valve doit être exempt de défauts tels que le trachome, les fissures et l'érosion, et doit être traitée à temps après la découverte.
3.1.2 Là il ne doit y avoir aucun débris dans le corps de la vanne et la canalisation, et l'entrée et la sortie sont débloqués.
3.1.3 Le Le bouchon fileté au bas du corps de la vanne doit assurer une étanchéité fiable et pas de fuite.
3.2 Vanne tige:
3.2.1 Le la courbure de la tige de soupape ne doit pas être supérieure à 1/1000 du total longueur, sinon il doit être redressé ou remplacé.
3.2.2 Le la partie filetée trapézoïdale de la tige de soupape doit être intacte, sans rupture, claquement et autres défauts, et la quantité d'usure ne doit pas dépasser 1/3 de la épaisseur du filetage trapézoïdal.
3.2.3 Le la surface est lisse et exempte de rouille, et il n'y a pas de corrosion en flocons et de surface délaminage sur le contact d'étanchéité avec l'emballage. Ceux avec un uniforme la profondeur du point de corrosion ≥0,25 mm doit être remplacée avec un nouveau. La finition doit être garantie au-dessus de ▽ 6.
3.2.4 Le le filetage doit être intact et la broche fixée de manière fiable.
3.2.5 Le la tige de coupe et l'écrou de la tige de coupe doivent être combinés pour tourner de manière flexible, sans coincer pendant toute la course, et le fil doit être enduit de poudre de plomb pour la protection contre la lubrification.
3.3 Emballage joint:
3.3.1 Le la pression et la température de l'emballage utilisé doivent satisfaire aux exigences du milieu de soupape, et le produit doit être accompagné d'un certificat de conformité ou identification d'essai nécessaire.
3.3.2 Le les spécifications d'emballage doivent répondre aux exigences de taille de la boîte scellée, et ne doit pas être remplacé par des emballages surdimensionnés ou sous-dimensionnés. La hauteur du l'emballage doit répondre aux exigences de taille de la vanne, et une marge étanche à la chaleur est annulée.
3.3.3 Le l'interface de remplissage doit être coupée en une forme oblique avec un angle de 45 °. L'interface de chaque cercle doit être décalé de 90 ° -180 °. le la longueur de la charge après la coupe doit être appropriée. Il ne devrait pas y avoir des lacunes ou des chevauchements dans l'interface du phénomène de la boîte de remplissage.
3.3.4 Le la bague de siège et le presse-étoupe doivent être intacts, pas de rouille, la boîte à garniture doit être propre et lisse, l'écart entre la tige de porte et l'anneau de siège doit être de 0,1 à 0,3 mm et le maximum ne doit pas dépasser 0,5 mm. L'écart entre la périphérie extérieure et la paroi intérieure du presse-étoupe sont de 0,2 à 0,3 mm, et le maximum ne dépasse pas 0,5 mm.
3.3.5 Après le boulon de charnière est serré, le plateau de pression doit être maintenu droit et le la force de serrage est uniforme. Le presse-étoupe et le trou intérieur du la plaque de pression doit être cohérente avec l'espace autour de la valve tige. Le presse-étoupe pressé dans la chambre d'emballage doit être 1/3 de sa dimension en hauteur.
3.4 Scellement surface:
3.4.1 Après réparation, la surface d'étanchéité du disque de soupape et du siège de soupape doit être libre de taches et de rainures, la partie de contact doit occuper plus des 2/3 de la largeur du volet de soupape, et la finition de surface doit atteindre plus de ▽ 10.
3.4.2 Assemblez le volet de la valve d'essai. Après avoir inséré le volet de valve dans la valve siège, assurez-vous que le noyau de soupape est 5-7 mm plus élevé que le siège de soupape pour assurer l'étanchéité.
3.4.3 Quand l'assemblage des volets gauche et droit, l'auto-ajustement doit être flexible et le dispositif anti-arrêt doit être intact et fiable. 3.5 Écrou de tige de soupape:
3.5.1 Le le filetage de la bague intérieure doit être intact et il ne doit pas y avoir de rupture ou boucles désordonnées, et la fixation avec la coque extérieure doit être fiable et sans jeu.
3.5.2 Tous les composants du roulement doivent être intacts et flexibles en rotation. Pas de fissures, rouille, peau épaisse et autres défauts à la surface des coques intérieure et extérieure et des billes d'acier.
3.5.3 Disque les ressorts doivent être exempts de fissures et de déformations, sinon ils doivent être remplacé par de nouveaux. 3.5.4 Les vis de fixation sur la surface de la serrure l'écrou ne doit pas être desserré. L'écrou de tige tourne avec souplesse et l'axe le jeu est garanti mais ne dépasse pas 0,35 mm.
4. Porte processus de réparation des vannes et normes de qualité veuillez télécharger la pièce jointe
 Processus de réparation et normes de qualité des robinets-vannes
Processus de réparation et normes de qualité des robinets-vannes