 86 512 68781993
86 512 68781993 



















Procedimientos de mantenimiento de la válvula de compuerta

1. Breve introducción de la válvula de compuerta
1.1. Trabajando Principio y función de la válvula de compuerta:
Válvulas de compuerta pertenecen al tipo de válvulas de corte, que generalmente se instalan en tuberías con un diámetro superior a 100 mm y se utilizan para cortar o conectar el medio fluir en la tubería. Debido a que el disco es del tipo de compuerta, es generalmente se llama válvula de compuerta. La válvula de compuerta tiene las ventajas de la mano de obra. Ahorro y menor resistencia al flujo. Sin embargo, la superficie de sellado es fácil de desgaste y fugas, la carrera de apertura es grande y el mantenimiento es difícil. La válvula de compuerta no puede usarse como válvula reguladora, debe ser en la posición completamente abierta o completamente cerrada. El principio de funcionamiento es: cuando la válvula de compuerta está cerrada, el vástago de la válvula se mueve hacia abajo dependiendo de altura de la superficie de sellado de la válvula de compuerta y la superficie de sellado del El asiento de la válvula es liso y plano, consistente entre sí para evitar el flujo de medios, y confíe en la cuña superior para aumentar el efecto de sellado. los el miembro de cierre se mueve a lo largo de la dirección vertical del centro línea. Hay muchos tipos de válvulas de compuerta, que se pueden dividir en cuña tipo y tipo paralelo según el tipo. Cada tipo se divide en Portón simple y portón doble.
1.2 Construcción:
los el cuerpo de la válvula de compuerta es autosellante o presione la válvula de compuerta del sello. La conexión método de la tapa de la válvula y el cuerpo de la válvula es utilizar la presión hacia arriba de el medio en la válvula para forzar el empaque de sellado a ser comprimido lograr el propósito del sellado. El empaque de sellado de la válvula de compuerta está sellado con Embalaje de asbesto a alta presión con alambre de cobre.
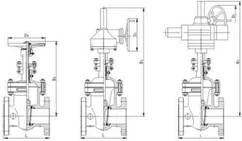
los la estructura de la válvula de compuerta se compone principalmente del cuerpo de la válvula, el capó, el marco, la válvula vástago, aletas de válvula izquierda y derecha, dispositivo de sellado de empaque, etc.
los El material del cuerpo de la válvula se divide en acero al carbono y acero aleado de acuerdo con La presión y la temperatura del medio de la tubería. Generalmente instalado en la válvula del sistema de vapor sobrecalentado, t> 450 ℃ o más, el cuerpo de la válvula es de aleación material, como la válvula de escape de la caldera. Para la válvula instalada en el sistema de suministro de agua o la tubería con temperatura media t≤450 ℃, el material del cuerpo de la válvula es carbono acero.
portón Las válvulas se instalan generalmente en tuberías de soda DN ≥ 100 mm. El diámetro nominal de la válvula de compuerta de la caldera WGZ1045 / 17.5-1 en la primera fase de Zhang shan incluye DN300, DNl25 y DNl00.
2) Tecnología de mantenimiento de válvula de compuerta
2.1 Válvula desintegración:
2.1.1 Eliminar los tornillos de fijación del bastidor superior del capó, las tuercas de los cuatro tornillos en el capó de elevación debe desenroscarse, gire la tuerca del vástago en sentido antihorario para desacoplar el marco de la válvula del cuerpo de la válvula y luego colgar el marco con una herramienta de elevación, colóquelo en el lugar correcto. La parte de la tuerca del vástago debe ser Desmontado para su inspección.
2.1.2 Tomar hacia afuera el anillo de retención en el anillo de sellado del cuerpo de la válvula y presione hacia abajo capó con una herramienta especial para hacer un espacio entre la tapa de la válvula y el anillo. Entonces sacar el anillo cuádruple en secciones. Finalmente, use una herramienta de elevación para Levante la tapa de la válvula junto con el vástago y la aleta de la válvula cuerpo de la válvula. Colóquelo en el sitio de mantenimiento y preste atención para evitar Daño en la superficie de la articulación de la aleta.
2.1.3 Limpiar el interior del cuerpo de la válvula, verifique la superficie de la junta del asiento de la válvula y Determinar el método de mantenimiento. Cubra la válvula desmontada con un cubierta especial o cubierta, y pegue el sello.
2.1.4 Aflojar el perno de bisagra de la caja de relleno en la tapa de la válvula. La glándula de embalaje está flojo y el vástago de la válvula está desenroscado.
2.1.5 Desmontar las férulas superior e inferior del marco del disco de la válvula, sacar el aletas de válvula izquierda y derecha, y mantener el cardán interno y empaquetadura. Mida el grosor total de la junta y haga un registro.
2.2 Reparación de componentes de la válvula:
2.2.1 El La superficie de unión del asiento de la válvula de compuerta se debe rectificar con un herramienta de molienda especial (pistola de molienda, etc.). Lijado de arena o tela de esmeril Se puede utilizar para moler. El método también es de grueso a fino, y finalmente pulido
2.2.2 El La superficie de la junta de la aleta se puede pulir a mano o con una máquina rectificadora. Si el la superficie tiene hoyos o surcos profundos, se puede enviar a un torno o amoladora para microprocesamiento Después de todo están nivelados y pulidos.
2.2.3 Limpiar la cubierta de la válvula y el empaque de sellado, elimine el óxido en el interior y exterior paredes del anillo de presión de empaquetadura, de modo que el anillo de presión pueda estar suavemente insertado en la parte superior de la tapa de la válvula, que es conveniente para compactando el empaque de sellado.
2.2.4 Limpiar el embalaje en la caja de embalaje del vástago, verifique si el anillo del asiento del embalaje interno está intacto, la separación entre el orificio interno y la barra de corte debe encontrarse los requisitos, y el anillo exterior y la pared interior de la caja de embalaje No debe ser atascado.
2.2.5 Limpiar El óxido del prensaestopas y la placa de presión, la superficie debe estar limpia y intacto. El espacio entre el orificio interno de la glándula y la varilla de corte. debe cumplir con los requisitos, y la pared exterior y la caja de relleno deben no se atasque, de lo contrario se deben realizar reparaciones.
2.2.6 Aflojar el perno de la bisagra, verifique que la parte del tornillo esté intacta y que la tuerca esté intacto, y puede girarse suavemente hacia la raíz del perno con la mano, y el el eje del pasador debe girarse con flexibilidad.
2.2.7 Limpiar el óxido en la superficie del vástago de la válvula, verifique que no se doble, y alíselo si necesario. La parte del hilo trapezoidal debe estar intacta, sin romperse. y daños, y recubierto con polvo de plomo después de la limpieza.
2.2.8 Limpiar Sihe anillo, la superficie debe ser lisa. La superficie no debe tener rebabas o rizos.
2.2.9 El los pernos de fijación deben limpiarse, las tuercas deben estar intactas y la rotación debe ser flexible y las partes roscadas deben estar recubiertas con polvo de plomo.
2.2.10 Limpiar La tuerca del vástago y el cojinete interno:
① Retire el tornillo de fijación de la tuerca del vástago tuerca de seguridad y la carcasa, y desenrosque el tornillo de bloqueo en sentido antihorario dirección.
② Saque la tuerca del vástago y el rodamiento, disco primavera, y límpielo con queroseno. Compruebe si el rodamiento gira con flexibilidad y si el resorte del disco está agrietado.
③ Limpie la tuerca del vástago, verifique si El tornillo de la escalera del buje interno está intacto, y el tornillo de fijación con la carcasa Debe ser firme y confiable. El desgaste del revestimiento debe cumplir con los requisitos, de lo contrario, debe ser reemplazado.
④Cubra el rodamiento con mantequilla y póngalo en la tuerca del tallo. Los resortes de disco se combinan según sea necesario y se vuelven a cargar. en secuencia. Finalmente, asegure con una contratuerca y luego fíjela firmemente con empulgueras.
2.3 Asamblea de la válvula de compuerta:
2.3.1 Poner las aletas pulidas de la válvula derecha e izquierda en el anillo de sujeción del vástago y fíjelo con Las placas de sujeción superior e inferior. El cardán debe colocarse dentro, y la junta de ajuste debe agregarse de acuerdo con la situación de mantenimiento.
2.3.2 Insertar el vástago de la válvula junto con el disco de la válvula en el asiento de la válvula para probar y inspección. Después de que el disco de la válvula y la superficie de sellado del asiento de la válvula estén llenos contacto, asegúrese de que la superficie de sellado del disco de la válvula sea más alta que la válvula superficie de sellado del asiento y cumplir con los requisitos de calidad. Espesor de la cuña hacia arriba hasta que sea adecuado, y sellado con almohadilla antirretorno para evitar desapego.
2.3.3 Limpiar el cuerpo de la válvula y limpie el asiento y el disco de la válvula. Luego ponga el vástago de la válvula y el disco de la válvula en el asiento de la válvula e instale la cubierta de la válvula.
2.3.4 Instale el empaque de sellado en la parte autosellante de la cubierta de la válvula como necesario. Las especificaciones de embalaje y el número de vueltas deben cumplir con normas de calidad. La parte superior de la empaquetadura se presiona con una presión. anillo y finalmente cerrado con una placa de cubierta.
2.3.5 Ensamble el anillo cuádruple sección por sección y use el anillo de retención para levante el anti-apagado y apriete la tuerca del perno de elevación de la cubierta de la válvula.
2.3.6 Relleno el empaque según sea necesario para llenar la caja de empaque del sello del vástago de la válvula, póngalo en la glándula y la placa de presión, y apriételo con un tornillo de bisagra.
2.3.7 Vuelva a instalar el marco del capó, gire la tuerca del vástago superior para que el marco se caiga el cuerpo de la válvula y fíjelo con un perno de conexión para evitar que se caiga afuera.
2.3.8 Instale el dispositivo de accionamiento eléctrico de la válvula; la parte superior de la conexión la parte debe atornillarse firmemente para evitar el desprendimiento y probar manualmente si El interruptor de la puerta de corte es flexible.
2.3.9 El La placa de identificación de la válvula es clara, intacta y correcta. Los registros de mantenimiento son completo y claro; Y la experiencia es aceptable.
2.3.10 El aislamiento de las tuberías y válvulas está completo, y el sitio de mantenimiento es limpiado
3. China estándares de calidad del proveedor de la válvula de compuerta de sello de presión para válvula de compuerta mantenimiento
3.1 Válvula cuerpo:
3.1.1 El el cuerpo de la válvula debe estar libre de defectos tales como tracoma, grietas y erosión, y se tratará a tiempo después del descubrimiento.
3.1.2 Allí no debe haber residuos en el cuerpo de la válvula y la tubería, y la entrada y salida están desbloqueados
3.1.3 El el tapón roscado en la parte inferior del cuerpo de la válvula debe garantizar un sellado confiable y ninguna fuga.
3.2 Válvula vástago:
3.2.1 El la curvatura del vástago de la válvula no debe ser mayor que 1/1000 del total longitud, de lo contrario se debe enderezar o reemplazar.
3.2.2 El La parte del hilo trapezoidal del vástago de la válvula debe estar intacta, sin romperse. chasquidos y otros defectos, y la cantidad de desgaste no debe exceder 1/3 del espesor del hilo trapezoidal.
3.2.3 El la superficie es lisa y libre de óxido, y no hay escamas de corrosión y superficie delaminación en el contacto de sellado con el embalaje. Aquellos con uniforme Se debe reemplazar la profundidad del punto de corrosión ≥0.25 mm con uno nuevo El acabado debe estar garantizado por encima de ▽ 6.
3.2.4 El la rosca de conexión debe estar intacta y el pasador fijado de manera confiable.
3.2.5 El la varilla de corte y la tuerca de la varilla de corte deben combinarse para rotar de manera flexible, sin atascarse durante todo el recorrido, y el hilo debe recubrirse con polvo de plomo para protección de lubricación.
3.3 Embalaje sello:
3.3.1 El La presión y la temperatura del embalaje utilizado deberán cumplir los requisitos de medio de válvula, y el producto deberá ir acompañado de un certificado de conformidad o identificación de prueba necesaria.
3.3.2 El las especificaciones de embalaje deberán cumplir con los requisitos de tamaño de la caja sellada, y no debe ser reemplazado por empaques de gran tamaño o de menor tamaño. La altura de la el empaque debe cumplir con los requisitos de tamaño de la válvula y un margen hermético al calor será puesto a un lado.
3.3.3 El La interfaz de relleno debe cortarse en forma oblicua con un ángulo de 45 °. La interfaz de cada círculo debe ser escalonado por 90 ° -180 °. los La longitud del relleno después del corte debe ser adecuada. No debería haber huecos o superposiciones en la interfaz del fenómeno de la caja de relleno.
3.3.4 El El anillo del asiento de empaque y la glándula de empaque deben estar intactos, sin óxido, la caja de relleno debe estar limpio y liso, el espacio entre la barra de la puerta y el anillo del asiento debe ser 0.1-0.3 mm, y el máximo no debe exceder 0.5 mm El espacio entre la periferia exterior y la pared interior de la caja de relleno es de 0.2-0.3 mm, y el máximo no es más de 0.5 mm.
3.3.5 Después el perno de la bisagra está apretado, la placa de presión debe mantenerse recta y el La fuerza de apriete es uniforme. La glándula de embalaje y el orificio interno de la la placa de presión debe ser consistente con el espacio alrededor de la válvula vástago. La glándula de empaque presionada en la cámara de empaque debe ser 1/3 de su dimensión de altura.
3.4 Sellado superficie:
3.4.1 Después reparación, la superficie de sellado del disco de la válvula y el asiento de la válvula deben estar libres de manchas y ranuras, la parte de contacto debe ocupar más de 2/3 del ancho de la aleta de la válvula, y el acabado de la superficie debe alcanzar más de ▽ 10.
3.4.2 Ensamble la aleta de la válvula de prueba. Después de insertar la tapa de la válvula en la válvula asiento, asegúrese de que el núcleo de la válvula sea 5-7 mm más alto que el asiento de la válvula para garantizar La rigidez.
3.4.3 Cuando ensamblando las aletas izquierda y derecha, el autoajuste debe ser flexible y El dispositivo anti-apagado debe estar intacto y confiable. 3.5 Tuerca de la válvula:
3.5.1 El la rosca interna del buje debe estar intacta y no debe haber rotos o hebillas desordenadas, y la fijación con la cubierta externa debe ser confiable y libre de soltura.
3.5.2 Todos Los componentes del rodamiento deben estar intactos y flexibles en rotación. Sin grietas, óxido, piel gruesa y otros defectos en la superficie de los depósitos internos y externos y bolas de acero.
3.5.3 Disco los resortes deben estar libres de grietas y deformaciones, de lo contrario deben estar reemplazado por otros nuevos. 3.5.4 Los tornillos de fijación en la superficie de la cerradura la tuerca no debe estar floja. La tuerca del vástago gira con flexibilidad y el eje axial El espacio libre está garantizado pero no es superior a 0,35 mm.
4. Puerta proceso de reparación de válvulas y estándares de calidad, descargue el archivo adjunto.
 Proceso de reparación de válvulas de compuerta y estándares de calidad.pdf
Proceso de reparación de válvulas de compuerta y estándares de calidad.pdf