 86 512 68781993
86 512 68781993 



















Procedimentos de manutenção da válvula de gaveta

1. Breve introdução da válvula de gaveta
1.1 Trabalhando princípio e função da válvula de gaveta:
Válvulas de gaveta pertencem ao tipo de válvulas de corte, que geralmente são instaladas em tubulações com um diâmetro superior a 100 mm e são utilizados para cortar ou conectar o meio fluxo no gasoduto. Como o disco é do tipo gate, é geralmente chamado de válvula de gaveta. A válvula de gaveta tem as vantagens do trabalho economia e menor resistência ao fluxo. No entanto, a superfície de vedação é fácil de desgaste e vazamento, o curso de abertura é grande e a manutenção é difícil. A válvula de gaveta não pode ser usada como válvula de regulagem, deve ser na posição totalmente aberta ou totalmente fechada. O princípio de funcionamento é: quando a válvula de gaveta estiver fechada, a haste da válvula se move para baixo, dependendo da altura da superfície de vedação da válvula de gaveta e da superfície de vedação da a sede da válvula é lisa e plana, consistente entre si para impedir o fluxo mídia e confie na cunha superior para aumentar o efeito de vedação. o o membro de fechamento se move ao longo da direção vertical do centro linha. Existem muitos tipos de válvulas de gaveta, que podem ser divididas em cunha tipo e tipo paralelo de acordo com o tipo. Cada tipo é dividido em portão único e portão duplo.
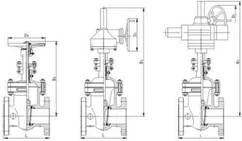
1.2 Construção:
o o corpo da válvula de gaveta é auto-vedante ou pressione a válvula de gaveta. A conexão O método da tampa da válvula e do corpo da válvula é usar a pressão para cima de o meio na válvula para forçar a gaxeta de vedação a ser comprimida para alcançar o objetivo de selar. A vedação da válvula de gaveta é vedada com amianto de alta pressão embalado com fio de cobre.
o estrutura da válvula de gaveta é composta principalmente do corpo da válvula, capô, quadro, válvula haste, abas das válvulas esquerda e direita, dispositivo de vedação da embalagem, etc.
o O material do corpo da válvula é dividido em aço carbono e aço liga, de acordo com a pressão e a temperatura do meio da tubulação. Geralmente instalado na válvula do sistema de vapor superaquecido, t> 450 ℃ ou mais, o corpo da válvula é de liga material, como válvula de exaustão da caldeira. Para a válvula instalada no sistema de abastecimento de água ou o gasoduto com temperatura média t≤450 ℃, o material do corpo da válvula é carbono aço.
Portão as válvulas geralmente são instaladas em tubos de refrigerante DN ≥ 100 mm. O diâmetro nominal da válvula de gaveta de a caldeira WGZ1045 / 17.5-1 na primeira fase do Zhang Shan inclui DN300, DNl25 e DNl00.
2) Tecnologia de manutenção da válvula de gaveta
2.1 Válvula desintegração:
2.1.1 Remover os parafusos de fixação da estrutura superior do castelo, as porcas dos quatro parafusos no castelo de elevação deve ser desaparafusado, gire a porca da haste no sentido anti-horário para desengatar a estrutura da válvula do corpo da válvula e, em seguida, pendure a estrutura com uma ferramenta de elevação, coloque-a no lugar certo. A parte da porca da haste deve ser desmontado para inspeção.
2.1.2 Take retire o anel de retenção no anel de vedação do corpo da válvula e pressione a tampa com uma ferramenta especial para deixar um espaço entre a tampa da válvula e o anel. Então retire o anel quádruplo em seções. Por fim, use uma ferramenta de elevação para levante a tampa da válvula junto com a haste e a aba da válvula corpo da válvula. Coloque-o no local de manutenção e preste atenção para evitar danos à superfície da junta da aba.
2.1.3 Limpeza interior do corpo da válvula, verifique a superfície da junta da sede da válvula e determine o método de manutenção. Cubra a válvula desmontada com um tampa ou tampa especial e afixe o selo.
2.1.4 Soltar o parafuso da dobradiça da caixa de empanque na tampa da válvula. A glândula de embalagem está solto e a haste da válvula é desaparafusada.
2.1.5 Desmonte as talas superiores e inferiores da estrutura do disco da válvula, retire o abas das válvulas esquerda e direita e mantenha o cardan interno e junta. Meça a espessura total da junta e faça um registro.
2.2 Reparo dos componentes da válvula:
2.2.1. superfície da junta da sede da válvula de gaveta deve ser retificada com ferramenta de retificação especial (pistola de retificação, etc.). Moagem de areia ou lixa pode ser usado para moer. O método também é de grosso a fino e finalmente polido.
2.2.2. a superfície da junta da aba pode ser polida à mão ou por uma máquina de moagem. Se o superfície tem cavidades ou sulcos profundos, pode ser enviada para um torno ou microprocessamento. Afinal, são niveladas e polidas.
2.2.3 Limpeza tampa da válvula e vedação, remova a ferrugem nas partes interna e externa paredes do anel de pressão da gaxeta, para que o anel de pressão possa ser suavemente inserido na parte superior da tampa da válvula, o que é conveniente para compactar a embalagem de vedação.
2.2.4 Limpeza embalagem na caixa de embalagem da haste, verifique se o anel interno da sede da embalagem intacta, a folga entre o furo interno e a haste de corte deve atender os requisitos, e o anel externo e a parede interna da caixa de embalagem não deve estar preso.
2.2.5 Limpeza a ferrugem da gaxeta e placa de pressão, a superfície deve estar limpa e intacto. O espaço entre o orifício interno da glândula e a haste de corte deve atender aos requisitos, e a parede externa e a caixa de vedação devem atolamento, caso contrário, os reparos devem ser realizados.
2.2.6 Soltar parafuso da dobradiça, verifique se a parte do parafuso deve estar intacta e se a porca está intacto, e pode ser gentilmente girado à raiz do parafuso manualmente, e o o eixo do pino deve ser girado de maneira flexível.
2.2.7 Limpo ferrugem na superfície da haste da válvula, verifique se há dobras e endireite necessário. A parte da rosca trapezoidal deve estar intacta, sem quebra danos e revestidos com pó de chumbo após a limpeza.
2.2.8 Limpo o anel Sihe, a superfície deve ser lisa. A superfície não deve ter rebarbas ou ondulações.
2.2.9. parafusos de fixação devem ser limpos, as porcas devem estar intactas e a rotação deve ser flexível e as peças rosqueadas devem ser revestidas com pó de chumbo.
2.2.10 Limpo a porca da haste e o rolamento interno:
①Retire o parafuso de fixação da porca da haste contraporca e no alojamento e desaparafuse o parafuso de trava no sentido anti-horário direção.
② Retire a porca da haste e rolamento, disco primavera e limpe-o com querosene. Verifique se o rolamento gira flexível e se a mola do disco está rachada.
③ Limpe a porca da haste, verifique se o o parafuso da escada da bucha interna está intacto, e o parafuso de fixação com a casca deve ser firme e confiável. O desgaste do revestimento deve atender aos requisitos, caso contrário, deve ser substituído.
Revestir o mancal com manteiga e colocá-lo na porca da haste. As molas de disco são combinadas conforme necessário e recarregadas em sequência. Por fim, trave com uma contraporca e, em seguida, fixe-a firmemente com parafusos.
2.3 Montagem da válvula de gaveta:
2.3.1 Put a válvula polida direita e esquerda bate no anel de fixação da haste e fixe-o com as placas de fixação superior e inferior. O cardan deve ser colocado dentro e a junta de ajuste deve ser adicionada de acordo com a situação de manutenção.
2.3.2 Inserir a haste da válvula junto com o disco da válvula no assento da válvula para teste e inspeção. Após o disco da válvula e a superfície de vedação da sede da válvula estarem totalmente contato, verifique se a superfície de vedação do disco da válvula é mais alta que a válvula superfície de vedação do assento e atender aos requisitos de qualidade. Espessura do calço até o topo até que seja adequado e selado com uma almofada anti-retorno para evitar destacamento.
2.3.3 Limpar corpo da válvula e limpe a sede e o disco da válvula. Em seguida, coloque a haste da válvula e disco da válvula na sede da válvula e instale a tampa da válvula.
2.3.4 Instale a gaxeta de vedação na parte autovedante da tampa da válvula, conforme requeridos. As especificações da embalagem e o número de voltas devem atender às padrões de qualidade. A parte superior da gaxeta é pressionada com uma pressão anel e finalmente fechado com uma placa de cobertura.
2.3.5 Monte o anel quádruplo seção por seção e use o anel de retenção para levante o antiderrapante e aperte a porca do parafuso de elevação da tampa da válvula.
2.3.6 Preenchimento gaxeta conforme necessário para encher a caixa de vedação da haste da válvula, coloque-a a bucha e a placa de pressão e aperte-a com um parafuso de dobradiça.
2.3.7 Reinstale a estrutura do castelo, gire a porca da haste superior para fazer com que a estrutura caia corpo da válvula e aperte-o com um parafuso de conexão para evitar que caia Fora.
2.3.8 Instale o dispositivo de acionamento elétrico da válvula; a parte superior da conexão a peça deve ser parafusada firmemente para evitar descolamento e testar manualmente se o interruptor da porta de corte é flexível.
2.3.9 O a placa de identificação da válvula está limpa, intacta e correta. Os registros de manutenção são completo e claro; e a experiência é aceitável.
2.3.10 O isolamento de tubulações e válvulas está completo e o local de manutenção é limpo.
3. China padrões de qualidade do fornecedor da válvula de gaveta de vedação de pressão para válvula de gaveta manutenção
3.1 Válvula corpo:
3.1.1 O o corpo da válvula deve estar livre de defeitos como tracoma, rachaduras e erosão, e deve ser tratado a tempo após a descoberta.
3.1.2. não deve haver detritos no corpo e na tubulação da válvula e nas entradas e saídas estão desbloqueados.
3.1.3 O O bujão de rosca na parte inferior do corpo da válvula deve garantir uma vedação confiável e sem vazamento.
3.2 Válvula haste:
3.2.1. curvatura da haste da válvula não deve ser maior que 1/1000 do total comprimento, caso contrário, deve ser endireitado ou substituído.
3.2.2. parte da rosca trapezoidal da haste da válvula deve estar intacta, sem quebra, defeitos de encaixe e outros defeitos, e a quantidade de desgaste não deve exceder 1/3 do espessura da rosca trapezoidal.
3.2.3. a superfície é lisa e livre de ferrugem, e não há corrosão e superfície delaminação no contato de vedação com a gaxeta. Aqueles com um uniforme a profundidade do ponto de corrosão ≥0,25 mm deve ser substituída com um novo. O acabamento deve ser garantido acima de ▽ 6.
3.2.4 O a rosca de conexão deve estar intacta e o pino fixado de maneira confiável.
3.2.5. a haste de corte e a porca da haste de corte devem ser combinadas para girar de maneira flexível, sem obstrução durante todo o curso, e a linha deve ser revestida com pó de chumbo para proteção da lubrificação.
3.3 Embalagem foca:
3.3.1 O pressão e temperatura da embalagem utilizada devem atender aos requisitos da válvula, e o produto deve ser acompanhado de um certificado de conformidade ou identificação de teste necessária.
3.3.2 O As especificações da embalagem devem atender aos requisitos de tamanho da caixa selada e não deve ser substituído por embalagens de tamanho grande ou pequeno. A altura do a embalagem deve atender aos requisitos de tamanho da válvula e uma margem estanque ao calor deve ser anulado.
3.3.3 O A interface de preenchimento deve ser cortada em uma forma oblíqua com um ângulo de 45 °. A interface de cada círculo deve ser escalonado em 90 ° -180 °. o o comprimento da massa após o corte deve ser apropriado. Não deve haver lacunas ou sobreposições na interface do fenômeno da caixa de preenchimento.
3.3.4 O o anel da sede da embalagem e a gaxeta da embalagem devem estar intactos, sem ferrugem, a caixa de vedação deve estar limpo e macio, o espaço entre a haste da porta e o anel da sede deve ser de 0,1-0,3 mm, e o máximo não deve exceder 0,5 mm O intervalo entre a periferia externa e a parede interna da caixa de vedação são de 0,2 a 0,3 mm, e o máximo não é superior a 0,5 mm.
3.3.5 Após o parafuso da dobradiça estiver apertado, a placa de pressão deve ser mantida reta e força de aperto é uniforme. A gaxeta de vedação e o orifício interno do a placa de pressão deve ser consistente com a folga ao redor da válvula haste. A glândula de gaxeta pressionada na câmara de gaxeta deve ter 1/3 de sua dimensão de altura.
3.4 Vedação superfície:
3.4.1 Após reparação, a superfície de vedação do disco da válvula e da sede da válvula deve estar livre de pontos e ranhuras, a parte de contato deve ocupar mais de 2/3 da largura da aba da válvula e o acabamento da superfície deve atingir mais de ± 10.
3.4.2 Monte a aba da válvula de teste. Depois de inserir a aba da válvula na válvula , verifique se o núcleo da válvula é 5-7 mm mais alto que o assento da válvula para garantir o aperto.
3.4.3 Quando montagem das abas esquerda e direita, o auto-ajuste deve ser flexível e o dispositivo anti-desligamento deve estar intacto e confiável. 3.5 Porca da haste da válvula:
3.5.1 O a rosca da bucha interna deve estar intacta e não deve haver peças quebradas ou fivelas desordenadas, e a fixação com o revestimento externo deve ser confiável e livre de folga.
3.5.2 Todos os componentes do rolamento devem estar intactos e flexíveis em rotação. Sem rachaduras, ferrugem, pele pesada e outros defeitos na superfície das conchas interna e externa e esferas de aço.
3.5.3 Disco as molas devem estar livres de rachaduras e deformações; caso contrário, devem ser substituído por novos. 3.5.4 Os parafusos de fixação na superfície da fechadura a porca não deve estar solta. A porca da haste gira de maneira flexível e a axial a folga é garantida, mas não superior a 0,35 mm.
4. Portão processo de reparo de válvulas e padrões de qualidade, faça o download do anexo.
 Processo de reparo de válvulas de portão e padrões de qualidade.pdf
Processo de reparo de válvulas de portão e padrões de qualidade.pdf