 86 512 68781993
86 512 68781993 



















Tecnologia di imballaggio delle valvole
La portata della prevenzione delle perdite fuggitive e il controllo include sia la fuoriuscita di sostanze nocive che dannose prevenire l'inquinamento dell'ambiente e la fuoriuscita di vapore e altro fluidi inerti a bassa temperatura per evitare di ridurre l'efficienza produttiva. Prevenire le perdite dalla causa principale dovrebbe essere la scelta migliore. In particolare, richiede un involucro ben progettato, una ragionevole selezione di materiale di imballaggio e struttura e corretta installazione.
Di solito possono essere da quattro a sei anelli di tenuta alloggiato nel premistoppa e l'elemento di tenuta dello stelo della valvola è solo da uno a due e fino a quando la struttura del montante può essercene sette anelli di tenuta. Gli anelli di tenuta possono essere realizzati mediante stampaggio a treccia o a compressione.
Si consiglia il metodo mitra, perché un effetto di associazione finale migliore può essere ottenuto con l'effetto aggiuntivo. Deve si noti che ciascun anello di tenuta deve circondare completamente l'intero mandrino / stelo; la migliore condizione è che la tenuta tra l'esterno dell'imballaggio l'anello e la parete interna del premistoppa è più alta della tenuta tra l'anello di tenuta e il grado dello stelo della valvola. Se la fune di imballaggio si dirige adiacenti l'uno all'altro sono troppo lunghi per causare l'accatastamento o troppo corti per causare posti vacanti, la densità dell'anello di tenuta sarà irregolare e diventerà un potenziale percorso di perdita. Per alcune valvole della tubazione della centrale elettrica, come il modello Y a 4500LB valvola a globo della centrale elettrica, deve essere rigorosamente per il montaggio.
Compressione e carico
Quando si installa l'imballaggio, ogni imballaggio l'anello deve essere installato in posizione fino al completamento del gruppo di imballaggio completo. Ciò può garantire una distribuzione uniforme delle sollecitazioni assiali, ridurre l'attrito e le perdite valutare, ridurre o addirittura evitare la necessità di sostituire la baderna o di serrare nuovamente ghiandola in futuro, prolungando così la vita utile del gruppo di imballaggio.
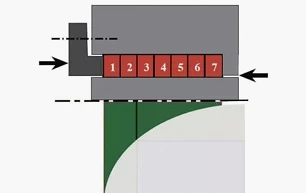
Figura 1
Al contrario, se a un set di cinque anelli di tenuta è installato contemporaneamente, l'anello di tenuta superiore il più vicino al seguace della ghiandola riceve il carico maggiore, ma l'imballaggio più basso l'anello più vicino al mezzo di processo riceve un piccolo carico, che può anche essere ignorato. Il motivo è che l'anello di tenuta riduce il carico assiale e l'effetto dell'anello di tenuta inferiore per impedire la fuoriuscita del fluido peggio, che si tratti di tagliare e avvolgere o modellare l'imballaggio. Un altro la situazione è che il carico applicato sulla parte superiore dell'anello di tenuta è troppo grande, con conseguente attrito eccessivo quando lo stelo della valvola ruota e persino danni il gruppo di imballaggio (Figura 1). Da alcuni dati, si può vedere che se il l'operazione di installazione è adeguatamente regolata, il massimo grado di stress il rilassamento del gruppo d'imballaggio dopo 100 cicli meccanici non è superiore a 20%. Ma se l'installazione non è corretta, lo stress sarà addirittura ridotto di circa il 60%, in modo che le prestazioni di tenuta non siano più affidabili.
Temperatura limite
Solo in a intervallo di temperatura specifico può il materiale di imballaggio e sigillatura avere il meglio prestazione. Ad esempio, l'intervallo di temperatura del politetrafluoroetilene (PTFE) è compreso tra meno 101 ° C e 232 ° C. Se utilizzato in un valore superiore temperatura ambiente, la sua struttura molecolare può cambiare, portando alla fuoriuscita di gas nocivi, che causerà la corrosione dello stelo della valvola e persino causare la fuoriuscita di gas tossici di PTFE dalla parte superiore del follower della ghiandola.
Tale fumo può anche essere cancerogeno. Inoltre, quando viene rilasciato il gas di combustione, l'imballaggio il materiale si ammorbidisce e il peso si riduce, causando perdite di fluidi di processo dannosi o perdite di prodotto. Se si utilizza la grafite flessibile, il l'intervallo di temperatura applicabile è naturalmente diverso. In un ossidante atmosfera, è generalmente tra meno 196 ° C e 450 ° C.
Considerazione completa delle caratteristiche del materiale, come il contenuto di cenere, cloruro, zolfo, fluoruro e altri composti alogeni, nonché la perdita della qualità dell'ossidazione le informazioni fornite dal produttore possono determinare tale imballaggio di grafite può prevenire in modo affidabile perdite fuggitive nell'ambiente fino a 450 ° C condizioni di lavoro a vapore in cui non si verifica una reazione di ossidazione, può resistere fino a 650 ° C. Grafite flessibile e politetrafluoroetilene (PTFE) sono ampiamente utilizzati in vari media con un valore di pH di 0-14; materiali di grafite sono adatti anche per sigillature antincendio in alcuni casi.
Hazard and Valutazione del rischio
Prima l'installazione dell'imballaggio dovrebbe essere una valutazione completa dei pericoli e dei rischi eseguita. Prima di tutto, è necessario isolare correttamente la valvola garantire una costruzione sicura. Gli operatori devono indossare indumenti e occhiali protettivi come richiesto. Utilizzare lo strumento di rimozione degli imballaggi per rimuovere tutti gli imballaggi precedenti il premistoppa (Figura 2).
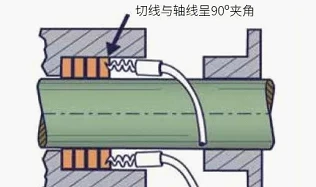
figura 2
Utilizzare uno specchio di ispezione per controllare attentamente lo stelo della valvola per segni di corrosione e graffi e assicurarsi che il vecchio l'imballaggio è stato completamente rimosso. Ristrutturare se necessario. Quindi misurare il diametro esterno dello stelo, diametro interno del premistoppa e profondità della cavità del premistoppa per calcolare accuratamente le dimensioni dell'imballaggio.
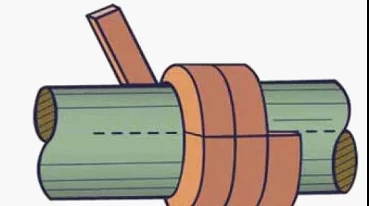
Figura 3
Il calcolo la formula del raggio dell'anello di tenuta è ((OD-ID) / 2), quindi calcola come molti strati di spessore dell'anello di tenuta possono corrispondere alla profondità del premistoppa cavità. Il materiale di imballaggio può essere tagliato attorno al mandrino con lo stesso diametro come stelo della valvola e taglio verticale (nella direzione radiale); può anche tagliare obliquamente con uno speciale attrezzo da taglio per l'imballaggio. La cura deve essere preso per evitare di allungare il materiale di imballaggio per tutta la sua lunghezza e per prevenire la sua sezione trasversale viene deformata dalla compressione. Va anche notato che la superficie di taglio deve essere pulita e ordinata e che non devono esserci impurità o detriti sulla superficie di taglio.
Anelli di tenuta separati
Il materiale di imballaggio non deve essere riempito con ripieni avvolgendo la bobina. Invece, il materiale di imballaggio viene tagliato con uno speciale utensile da taglio e trasformato in un anello di tenuta indipendente. Il taglio è 45º (mitra) (vedi Figura 6). In questo modo, è possibile utilizzare il carico per ottenere a migliore effetto di incollaggio superficiale dell'estremità.
È necessario verificare se la dimensione di ciascuno l'anello di tenuta corrisponde esattamente al premistoppa; le interfacce di ciascun anello sono correttamente agganciato, e la parete interna del premistoppa dovrebbe essere strettamente montato nella massima misura e non è possibile allungare il materiale intrecciato abbinare il diametro interno. Tutti gli anelli di tenuta successivi devono avere le stesse dimensioni e tagliare come il primo.
Gli anelli di tenuta preformati sono molto comuni e non richiedono il taglio in loco, quindi sono facili da installare. Prima controlla il bulloni, dadi e guarnizioni del premistoppa e sostituirli se danneggiati. Entrambi i bulloni e i dadi devono essere ingrassati. Al fine di controllare efficacemente le perdite fuggitive, a deve essere utilizzata una chiave dinamometrica e le procedure operative fornite dalla confezione il fornitore deve essere seguito.
Ruotare lo stelo della valvola
Anche le scatole per il ripieno devono essere pulite e libere di impurità e grasso. Metti il primo anello di guarnizione nella scatola e prestare attenzione alla posizione dell'interfaccia. Dovresti prima inserire il interfaccia nel premistoppa e poi il resto dell'anello di tenuta. Se è un anello di tenuta flessibile stampato in grafite, ogni anello deve essere allungato in a forma a spirale (Figura 4) e quindi installato in posizione per evitare danni al anello di tenuta. Installare un anello di tenuta alla volta, accertandosi che sia stato compattato e inserito nel premistoppa prima di installare quello successivo. Se la il seguace della ghiandola non è abbastanza lungo da raggiungere il fondo del premistoppa, a Per installare l'anello di tenuta è necessario uno strumento temporaneo o un anello di prolunga.
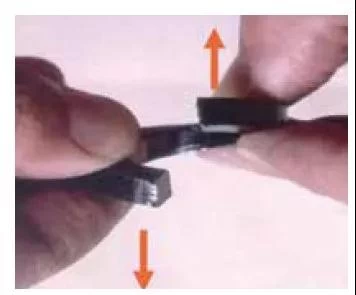
Figura 4
Salvo diversamente specificato, sigillatura gli elementi non devono essere lubrificati. Applicare il carico al primo imballaggio installato anello secondo le istruzioni del produttore. Ripeti gli stessi passaggi per il prossimo anello di tenuta, è possibile installarne solo uno alla volta. Il rispettivo le interfacce di due anelli di tenuta contigui devono essere posizionate a 90º e 180º (Figura 5).
Al termine dell'installazione, il lo stelo della valvola deve essere azionato per far scorrere la valvola tra l'apertura e la chiusura posizioni da tre a dieci volte per garantire che il gruppo di imballaggio sia correttamente seduti. Per alcune valvole a globo pneumatiche con scarico a vapore a Y dovrebbe essere molto con cura sull'imballaggio. Durante questo processo, il gruppo di imballaggio si allenterà in qualche modo, quindi dopo che l'operazione di commutazione è stata completata, dovrebbe essere riserrato secondo i parametri forniti dal produttore per consentire margine sufficiente per compensare il futuro allentamento. Allo stesso modo, dopo la valvola viene utilizzato in normali condizioni di lavoro, dovrebbe essere il gruppo di imballaggio stretto per l'ultima volta per riservare un margine sufficiente per lo stress futuro rilassamento.
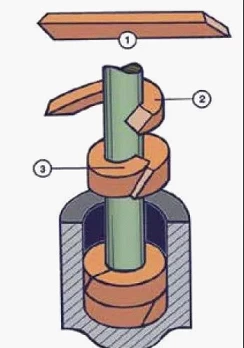
Figura 5
Evita le perdite
Se l'imballaggio è installato correttamente, il l'attenuazione dallo stress assiale allo stress radiale sarà ridotta. Questo aiuta il imballaggio per mantenere prestazioni di tenuta affidabili per un periodo di tempo più lungo e una ragionevole distribuzione del carico di attrito. Su questa base, il fuggitivo perdite di tenuta della valvola e persino efficienza di produzione sarà notevolmente migliorato.
Nel 1970, era accettabile se il l'imballaggio della valvola perde alcune gocce di liquido al minuto. Nell'era attuale, il l'orientamento legislativo del governo è quello di eliminare le perdite, e ha introdotto norme e procedure normative pertinenti per la ricerca, la riduzione e controllare la perdita della valvola. Inoltre, i produttori e gli utenti finali richiedono valvole per superare vari test standard, come ISO15848-1, API 624 e API 641.
La corretta procedura di installazione dell'imballaggio è uno dei fattori che determinano se le prestazioni di tenuta sono qualificato. Le prestazioni di tenuta sono un segnale importante per giudicare se il il valore del fornitore della valvola supera i suoi pari.