 86 512 68781993
86 512 68781993 



















Technologie de garniture de soupape
La portée de la prévention des fuites fugitives et le contrôle comprend à la fois la fuite de substances nocives et nocives prévenir la pollution de l'environnement et les fuites de vapeur et autres milieux inertes à basse température pour éviter de réduire l'efficacité de la production. La prévention des fuites de la cause première devrait être le meilleur choix. Plus précisément, il nécessite un boîtier bien conçu, une sélection raisonnable de matériaux d'emballage et structure et une installation correcte.
Habituellement, quatre à six bagues d'emballage peuvent être logé dans le presse-étoupe et l'élément d'étanchéité de la tige de soupape est aussi peu que un à deux, et autant que la structure montante, il peut y avoir sept bagues d'emballage. Les bagues d'emballage peuvent être réalisées par moulage tressé ou par compression.
La méthode de l'onglet est recommandée, car un meilleur effet de liaison aux extrémités peut être obtenu sous l'effet supplémentaire. Il doit noter que chaque bague de garniture doit entourer complètement tout le mandrin / tige; la meilleure condition est que l'étanchéité entre l'extérieur de l'emballage anneau et la paroi intérieure de la boîte à garniture est supérieure à l'étanchéité entre la bague de garniture et le degré de la tige de soupape. Si la corde d'emballage se dirige les uns à côté des autres sont trop longs pour provoquer l'empilement ou trop courts pour provoquer postes vacants, la densité de la bague d’emballage sera inégale et deviendra un chemin de fuite. Pour certaines vannes de pipeline de centrale électrique, telles que le modèle en Y 4500LB robinet à soupape de la centrale électrique, il doit être strictement pour l'emballage assembler.
Compression et charge
Lors de l'installation de l'emballage, chaque emballage l'anneau doit être installé en place jusqu'à ce que le groupe d'emballage complet soit terminé. Cela peut assurer une répartition uniforme des contraintes axiales, réduire le frottement et les fuites taux, réduire ou même éviter la nécessité de remplacer l'emballage ou resserrer le presse-étoupe à l'avenir, prolongeant ainsi la durée de vie du groupe d'emballage.
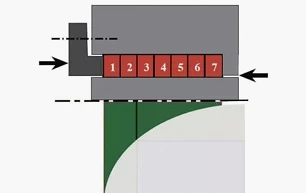
Figure 1
Inversement, si un ensemble de cinq anneaux d'emballage est installé en même temps, l'anneau d'emballage supérieur le plus proche du fouloir de presse-étoupe reçoit la charge la plus importante, mais l'emballage le plus bas l'anneau le plus proche du milieu de traitement reçoit une petite charge, qui peut même être ignoré. La raison en est que l'anneau de garniture réduira la charge axiale, et l'effet de l'anneau de garniture inférieur pour empêcher la fuite du fluide être pire, qu'il s'agisse de couper et d'enrouler ou de mouler l'emballage. Un autre la situation est que la charge appliquée au sommet de la bague d’emballage est trop importante, entraînant un frottement excessif lorsque la tige de soupape tourne, et même des dommages le groupe d'emballage (figure 1). D'après certaines données, on peut voir que si le le fonctionnement de l'installation est correctement régulé, le degré maximum de stress l'assouplissement du groupe d'emballage après 100 cycles mécaniques ne dépasse pas 20%. Mais si l'installation n'est pas correcte, la contrainte sera même réduite de environ 60%, de sorte que les performances d'étanchéité ne sont plus fiables.
Température limite
Seulement dans un la plage de température spécifique peut le matériau d'emballage et d'étanchéité avoir le meilleur performance. Par exemple, la plage de températures du polytétrafluoroéthylène (PTFE) est compris entre moins 101 ° C et 232 ° C. S'il est utilisé dans un température ambiante, sa structure moléculaire peut changer, entraînant la fuite de gaz nocifs, ce qui entraînera la corrosion de la tige de soupape, et même faire s'échapper des gaz de combustion toxiques en PTFE par le haut du suiveur de presse-étoupe.
Cette fumée peut même être cancérigène. De plus, à mesure que les gaz de combustion sont libérés, le garnissage le matériau se ramollira et le poids sera réduit, ce qui entraînera des fuites de fluides de processus nocifs ou de fuite de produit. Si du graphite flexible est utilisé, le la plage de température applicable est naturellement différente. Dans un environnement oxydant l'atmosphère, elle est généralement comprise entre moins 196 ° C et 450 ° C.
Considération globale des caractéristiques des matériaux, telles que la teneur en cendres, chlorure, soufre, fluorure et autres composés halogénés, ainsi que la perte de qualité d'oxydation informations fournies par le fabricant, peuvent déterminer que l'emballage en graphite peut empêcher de manière fiable les fuites dans l'environnement jusqu'à 450 °. condition de travail à la vapeur où la réaction d'oxydation ne se produit pas, il peut résister jusqu'à 650 ° C. Graphite flexible et polytétrafluoroéthylène (PTFE) sont largement utilisés dans divers milieux avec un pH de 0 à 14; matériaux graphite conviennent également dans certains cas à l'étanchéité au feu.
Danger et L'évaluation des risques
Avant l'installation de l'emballage, une évaluation complète des dangers et des risques effectué. Tout d'abord, il est nécessaire d'isoler correctement la vanne assurer une construction sûre. Les opérateurs doivent porter des vêtements et des lunettes de protection comme demandé. Utilisez l'outil de retrait de l'emballage pour retirer tous les anciens emballages de la boîte à garniture (Figure 2).
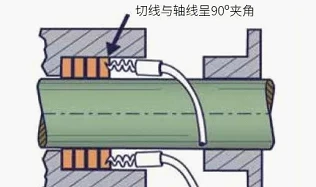
Figure 2
Utilisez un miroir d'inspection pour vérifier soigneusement la tige de soupape pour les signes de corrosion et les rayures, et assurez-vous que l'ancien l'emballage a été complètement retiré. Rénovez si nécessaire. Mesurez ensuite diamètre extérieur de la tige, le diamètre intérieur de la boîte à garniture et le profondeur de la cavité du presse-étoupe pour calculer avec précision la taille de l'emballage.
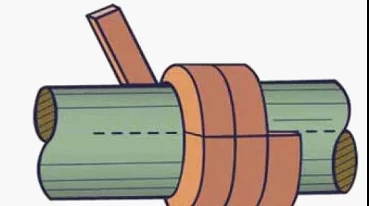
figure 3
Le calcul formule du rayon de la bague d’emballage est ((OD-ID) / 2), puis calculez comment de nombreuses couches d'épaisseur d'anneau d'emballage peuvent correspondre à la profondeur de la boîte à garniture cavité. Le matériau d'emballage peut être coupé autour du mandrin avec le même diamètre comme la tige de soupape et couper verticalement (dans le sens radial); ça peut également être coupé obliquement avec un outil de coupe spécial pour l'emballage. Les soins doivent être prises pour éviter d’étirer le matériau d’emballage sur toute sa longueur et pour éviter sa section transversale ne se déforme pas par compression. Il convient également de noter que la surface de coupe doit être propre et nette, et qu'il ne doit pas y avoir d'impuretés ou des débris sur la surface de coupe.
Anneaux d'emballage séparés
Le matériel d'emballage ne doit pas être rempli avec des boîtes à garniture en enroulant la bobine. Au lieu de cela, le matériau d'emballage est coupé avec un outil de coupe spécial et transformé en un anneau d'emballage indépendant. La Coupe est de 45 ° (à onglet) (voir figure 6). De cette façon, vous pouvez utiliser la charge pour obtenir un meilleur effet de collage de surface d'extrémité.
Vous devez vérifier si la taille de chaque la bague d'emballage correspond exactement à la boîte à garniture; les interfaces de chaque anneau sont correctement ancré, et la paroi intérieure de la boîte à garniture doit être étroitement ajusté au maximum, et le matériau tressé ne peut pas être étiré à correspondre au diamètre intérieur. Tous les anneaux d'emballage suivants doivent être de la même taille et couper comme le premier.
Les bagues d'emballage préformées sont très courantes et ne nécessitent pas de découpe sur site, ils sont donc faciles à installer. Vérifiez d'abord le boulons, écrous et joints de presse-étoupe et les remplacer s'ils sont endommagés. Les boulons et les noix doivent être graissées. Afin de contrôler efficacement les fuites fugitives, un une clé dynamométrique doit être utilisée et les procédures de fonctionnement fournies par l'emballage le fournisseur doit être suivi.
Tournez la tige de soupape
Les boîtes à garniture doivent également être propres et libres d'impuretés et de graisse. Placez le premier anneau d'emballage dans la boîte à garniture et faites attention à la position de l'interface. Vous devez d'abord insérer le interface dans la boîte à garniture, puis le reste de la bague d'emballage. Si c'est un anneau d'emballage moulé en graphite flexible, chaque anneau doit être étiré en un en forme de spirale (Figure 4) puis installé en place pour éviter d'endommager le anneau d'emballage. Installez un anneau de garniture à la fois, en vous assurant qu'il a été compacté et assis dans le presse-étoupe avant d'installer le suivant. Si la le suiveur de presse-étoupe n'est pas assez long pour atteindre le fond de la boîte à garniture, un un outil temporaire ou une bague d'extension est nécessaire pour installer la bague d'emballage.
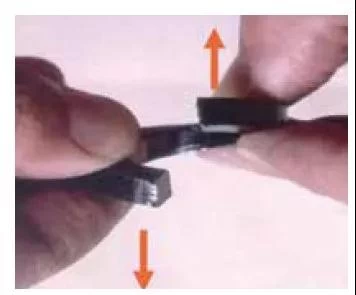
Figure 4
Sauf indication contraire, scellement les éléments ne doivent pas être lubrifiés. Appliquer la charge au premier emballage installé bague conformément aux instructions du fabricant. Répétez les mêmes étapes pour le prochain anneau d'emballage, un seul peut être installé à la fois. Le respectif les interfaces de deux anneaux de garniture adjacents doivent être à 90 ° et 180 ° (Figure 5).
Une fois l'installation terminée, le la tige de soupape doit être actionnée pour faire tourner la soupape entre l'ouverture et la fermeture positions trois à dix fois pour garantir que le groupe d'emballage est correctement assise. Pour certains robinets à soupape de purge de vapeur pneumatiques en Y, il devrait être très soigneusement sur l'emballage. Au cours de ce processus, le groupe d'emballage se desserre pour dans une certaine mesure, donc une fois l'opération de commutation terminée, il devrait être resserré selon les paramètres fournis par le constructeur pour permettre marge suffisante pour compenser le desserrement futur. De la même manière, après la valve est mis en service dans des conditions de travail normales, le groupe d'emballage doit être resserré pour la dernière fois pour réserver une marge suffisante pour le stress futur relaxation.
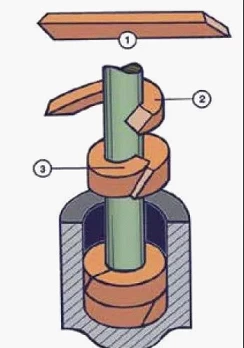
Figure 5
Évitez les fuites
Si l'emballage est correctement installé, le l'atténuation de la contrainte axiale à la contrainte radiale sera réduite. Cela aide le emballage pour maintenir une performance d'étanchéité fiable pendant une plus longue période de temps et une répartition raisonnable de la charge de friction. Sur cette base, le fugitif les performances d'étanchéité de la vanne et même l'efficacité de production sera considérablement amélioré.
Dans les années 1970, il était acceptable que la garniture de soupape a laissé couler quelques gouttes de liquide par minute. Dans l'ère actuelle, le l'orientation législative du gouvernement est d'éliminer les fuites, et il a introduit des réglementations et procédures réglementaires pertinentes pour trouver, réduire et contrôler les fuites des soupapes. De plus, les fabricants et les utilisateurs finaux exigent vannes pour passer divers tests standard, tels que ISO15848-1, API 624 et API 641.
La bonne procédure d'installation de l'emballage est l'un des facteurs qui déterminent si les performances d'étanchéité sont qualifié. La performance d'étanchéité est un signe important pour juger si la La valeur du fournisseur de soupapes dépasse ses pairs.