 86 512 68781993
86 512 68781993 



















Tecnología de empaque de válvulas
El alcance de la prevención de fugas fugitivas y el control incluye tanto la fuga de sustancias nocivas como nocivas prevenir la contaminación del medio ambiente y la fuga de vapor y otros Medios inertes a baja temperatura para evitar la disminución de la eficiencia de producción. Prevenir las fugas de la causa raíz debería ser la mejor opción. Específicamente, requiere una carcasa bien diseñada, una selección razonable de material de embalaje y estructura y correcta instalación.
Por lo general, cuatro a seis anillos de empaque pueden ser acomodado en la caja de relleno, y el elemento de sellado del vástago de la válvula es tan poco como uno o dos, y tantos como la estructura del elevador, puede haber siete anillos de embalaje Los anillos de empaque se pueden hacer por moldeo trenzado o por compresión.
Se recomienda el método de inglete, porque Se puede obtener un mejor efecto de unión final bajo el efecto adicional. Debería tenga en cuenta que cada anillo de empaque debe rodear completamente el mandril / vástago completo; la mejor condición es que la estanqueidad entre el exterior del empaque anillo y la pared interior de la caja de relleno es más alta que la estanqueidad entre el anillo de empaque y el grado del vástago de la válvula. Si la cuerda de embalaje se dirige adyacentes entre sí son demasiado largos para causar apilamiento o demasiado cortos para causar vacantes, la densidad del anillo de empaque será desigual y se convertirá en un potencial camino de fuga. Para algunas válvulas de tubería de planta de energía, como el patrón Y de 4500LB válvula de globo de planta de energía, debe ser estrictamente para el ensamblaje del embalaje.
Compresión y carga
Al instalar el embalaje, cada embalaje el anillo debe instalarse en su lugar hasta que se complete el grupo de empaque completo. Esto puede garantizar una distribución uniforme de la tensión axial, reducir la fricción y las fugas. califique, reduzca o incluso evite la necesidad de reemplazar el empaque o volver a apretar el glándula en el futuro, extendiendo así la vida útil del grupo de embalaje.
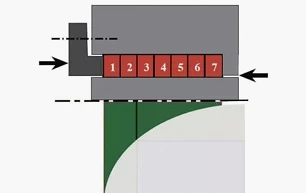
Figura 1
Por el contrario, si un se instala un conjunto de cinco anillos de empaque a la vez, el anillo de empaque superior El seguidor más cercano a la glándula recibe la carga más grande, pero el embalaje más bajo El anillo más cercano al medio del proceso recibe una pequeña carga, que incluso puede ser ignorado La razón es que el anillo de empaque reducirá la carga axial, y El efecto del anillo de empaque inferior para evitar la fuga del medio empeorar, ya sea cortando y enrollando o moldeando el embalaje. Otro La situación es que la carga aplicada a la parte superior del anillo de empaque es demasiado grande, resultando en una fricción excesiva cuando el vástago de la válvula gira, e incluso daños El grupo de embalaje (Figura 1). A partir de algunos datos, se puede ver que si el La operación de instalación está regulada adecuadamente, el grado máximo de estrés la relajación del grupo de empaque después de 100 ciclos mecánicos no es más que 20% Pero si la instalación no es correcta, el estrés incluso se reducirá en alrededor del 60%, por lo que el rendimiento de sellado ya no es confiable.
Temperatura límite
Solo en un rango de temperatura específico puede el material de empaque y sellado tener el mejor actuación. Por ejemplo, el rango de temperatura de politetrafluoroetileno (PTFE) está entre menos 101 ° C y 232 ° C. Si se usa en una temperatura más alta temperatura ambiente, su estructura molecular puede cambiar, lo que lleva a la fuga de gases nocivos, lo que hará que el vástago de la válvula se corroa e incluso hace que se escape el gas de combustión de PTFE tóxico desde la parte superior del seguidor de glándula.
Tal humo puede incluso ser cancerígeno. Además, a medida que se libera el gas de combustión, el embalaje el material se ablandará y el peso se reducirá, lo que provocará fugas de medios de proceso nocivos o fugas de producto. Si se utiliza grafito flexible, el El rango de temperatura aplicable es naturalmente diferente. En un oxidante atmósfera, generalmente está entre menos 196 ° C y 450 ° C.
Consideración integral de las características del material, como el contenido de cenizas, cloruro, azufre, fluoruro y otros compuestos halógenos, así como la pérdida de calidad de oxidación información proporcionada por el fabricante, puede determinar que el empaque de grafito puede prevenir de manera confiable fugas fugitivas en el ambiente de hasta 450 ° condiciones de trabajo de vapor donde la reacción de oxidación no ocurre, puede soportar hasta 650 ° C. Grafito flexible y politetrafluoroetileno (PTFE) son ampliamente utilizados en diversos medios con un valor de pH de 0-14; materiales de grafito También son adecuados para el sellado de seguridad contra incendios en algunos casos.
Peligro y Evaluación de riesgos
antes de Al instalar el embalaje, se debe realizar una evaluación integral de peligros y riesgos realizado. En primer lugar, es necesario aislar adecuadamente la válvula para Garantizar una construcción segura. Los operadores deben usar ropa protectora y gafas según sea necesario. Use la herramienta de eliminación de empaques para quitar todos los empaques viejos de la caja de relleno (Figura 2).
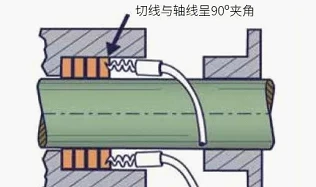
Figura 2
Use un espejo de inspección para verificar cuidadosamente el vástago de la válvula para detectar signos de corrosión y arañazos, y asegúrese de que el viejo El embalaje se ha eliminado por completo. Renovar si es necesario. Luego mida el diámetro externo del vástago, el diámetro interno de la caja de relleno y el profundidad de la cavidad del prensaestopas para calcular con precisión el tamaño del empaque.
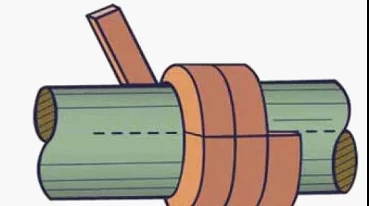
figura 3
El cálculo fórmula del radio del anillo de empaque es ((OD-ID) / 2), y luego calcule cómo muchas capas de grosor del anillo de empaque pueden coincidir con la profundidad de la caja de relleno cavidad. El material de embalaje se puede cortar alrededor del mandril con el mismo diámetro como el vástago de la válvula y corte verticalmente (en la dirección radial); puede También se puede cortar oblicuamente con una herramienta de corte especial para el embalaje. El cuidado debe ser tomado para evitar estirar el material de embalaje a lo largo de su longitud, y para evitar su sección transversal se deforma por compresión. También debe tenerse en cuenta que la superficie de corte debe estar limpia y ordenada, y no debe haber impurezas o restos en la superficie de corte.
Anillos de embalaje separados
El material de embalaje no debe llenarse con cajas de relleno enrollando la bobina. En cambio, el material de embalaje se corta con una herramienta de corte especial y convertida en un anillo de empaquetadura independiente. El corte es 45º (ingleteado) (ver Figura 6). De esta manera, puede usar la carga para obtener un Mejor efecto de unión de la superficie final.
Debe verificar si el tamaño de cada el anillo de empaque coincide exactamente con la caja de relleno; las interfaces de cada anillo son correctamente acoplado, y la pared interna de la caja de relleno debe estar cerca ajustado al máximo, y el material trenzado no puede estirarse hasta coincidir con el diámetro interior. Todos los anillos de empaque posteriores deben ser del mismo tamaño y cortar como el primero.
Los anillos de empaque preformados son muy comunes y no requieren corte en el sitio, por lo que son fáciles de instalar. Primero verifique el pernos, tuercas y juntas de prensaestopas y reemplácelos si están dañados. Ambos pernos y las nueces deben engrasarse. Para controlar eficazmente las fugas fugitivas, un se debe usar una llave dinamométrica y los procedimientos de operación provistos por el empaque Se debe seguir al proveedor.
Gire el vástago de la válvula.
Las cajas de relleno también deben estar limpias y libres de impurezas y grasas. Coloque el primer anillo de empaque en la caja de relleno y Presta atención a la posición de la interfaz. Primero debe insertar el interfaz en la caja de relleno y luego el resto del anillo de empaque. Si esto es un anillo de empaque moldeado de grafito flexible, cada anillo debe estirarse en un forma espiral (Figura 4) y luego se instala en su lugar para evitar daños a la anillo de empaque. Instale un anillo de empaque a la vez, asegurándose de que haya sido compactado y asentado en la caja de relleno antes de instalar el siguiente. Si el El seguidor de la glándula no es lo suficientemente largo como para alcanzar el fondo de la caja de relleno, un Se requiere una herramienta temporal o un anillo de extensión para instalar el anillo de empaque.
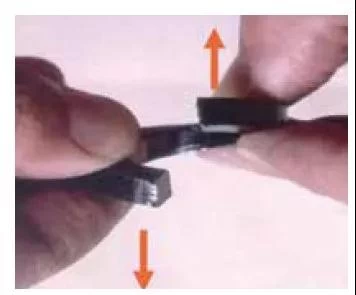
Figura 4
A menos que se especifique lo contrario, sellado Los elementos no deben ser lubricados. Aplique la carga al primer empaque instalado anillo de acuerdo con las instrucciones del fabricante. Repita los mismos pasos. para el siguiente anillo de empaque, solo se puede instalar uno a la vez. El respectivo Las interfaces de dos anillos de empaque adyacentes deben estar en las posiciones 90º y 180º (Figura 5).
Una vez completada la instalación, el el vástago de la válvula debe operarse para alternar la válvula entre el abierto y el cerrado posiciones de tres a diez veces para garantizar que el grupo de embalaje esté correctamente sentado Para algunas válvulas neumáticas de globo de drenaje de vapor con patrón en Y, debe ser muy cuidadosamente en el embalaje. Durante este proceso, el grupo de empaque se aflojará para hasta cierto punto, así que después de que se complete la operación del interruptor, debería ser reapretado de acuerdo con los parámetros proporcionados por el fabricante para permitir margen suficiente para compensar el aflojamiento futuro. Del mismo modo, después de la válvula. se pone en uso en condiciones normales de trabajo, el grupo de embalaje debe ser apretado por última vez para reservar suficiente margen para el estrés futuro relajación.
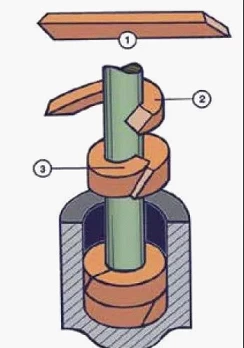
Figura 5
Evitar fugas
Si el empaque está instalado correctamente, el se reducirá la atenuación del esfuerzo axial al esfuerzo radial. Esto ayuda a embalaje para mantener un rendimiento de sellado confiable durante un período de tiempo más largo y una distribución de carga de fricción razonable. Sobre esta base, el fugitivo rendimiento de sellado de fugas de la válvula e incluso la eficiencia de producción Será mejorado significativamente.
En la década de 1970, era aceptable si el El empaque de la válvula goteaba unas gotas de líquido por minuto. En la era actual, el La orientación legislativa del gobierno es eliminar las fugas, y tiene introdujo regulaciones y procedimientos regulatorios relevantes para encontrar, reducir y controlar la fuga de la válvula. Además, los fabricantes y usuarios finales requieren válvulas para pasar varias pruebas estándar, como ISO15848-1, API 624 y API 641.
El procedimiento correcto de instalación del empaque es uno de los factores que determina si el rendimiento de sellado es calificado. El rendimiento de sellado es una señal importante para juzgar si el El valor del proveedor de la válvula excede a sus pares.