 86 512 68781993
86 512 68781993 



















Mantenimiento planificado de la válvula.
Planificado mantenimiento de la válvula
Una válvula es un accesorio en equipos y tuberías, y su mantenimiento debe combinarse con el mantenimiento de equipos y tuberías.
La refinería de petróleo mantenimiento de equipos y regulaciones de revisión estipuladas por el Ministerio de La industria química del combustible crudo estipula que la presión nominal de la refinería es inferior a PN16MPa y la temperatura media es inferior a 550 ℃ para alta, media y baja presión Válvulas para aceite, vapor, agua y diversos gases. Y alguna tubería de planta de energía instalado con WC6 alto válvula de compuerta de alta presión de temperatura , este tipo de válvula también necesita ser reparada cuando da servicio por mucho tiempo. La reparación el contenido se divide en tres categorías: reparación menor, reparación media y revisión.
Los diversos Los artículos de reparación incluidos son los siguientes:
· Reparaciones menores: limpie la boquilla de aceite y la copa de aceite, reemplace la empaquetadura, limpie el vástago de la válvula y su rosca, retire los restos en el válvula, apriete los pernos de repuesto y equipe el volante.
· Reparación media: incluye artículos de reparación menores, desmontaje y limpieza de piezas, reparación del cuerpo de la válvula, sellos de rectificado, válvula de enderezamiento tallos, etc.
· Revisión: incluye artículos a mitad de reparación, reemplazo de válvula tallos, reparación de soportes, reemplazo de resortes y sellos, etc.
Válvulas reparadas en interiores generalmente son reparaciones medianas y menores, pero también deben desmontarse para inspección y reemplazo de juntas.
Mantenimiento de la válvula bajo presión
Reparación de válvulas bajo La presión es una tarea compleja, peligrosa y altamente técnica. Adicionalmente a ser audaz, cauteloso, cauteloso y decisivo, las válvulas de mantenimiento bajo La presión también debe tener una actitud científica estricta. En particular, el taponamiento de explosivo, altamente tóxico, alta temperatura, alta presión, los medios radiactivos y de otro tipo deben llevarse a cabo en estricta conformidad con el plan predeterminado y normas de seguridad relevantes.
Cuando Al reparar la válvula bajo presión, se deben tener en cuenta las siguientes cuestiones:
1.Durante el proceso de mantenimiento, observe estrictamente regulaciones relevantes de operación de seguridad, tales como prevención de incendios, antivirus y a prueba de explosiones.
2. Antes de tratar con los defectos de la válvula presurizada, un Se debe proponer un plan de tratamiento y el consentimiento del técnico de seguridad. debe obtenerse y la cooperación del operador debe ser adquirido. El tratamiento de partes importantes debe someterse a una investigación conjunta y pasar por procedimientos tales como multas de incendio y de drogas de acuerdo con regulaciones antes de proceder a tratar defectos de la válvula.
3. El trabajo de tratar con defectos debe ser realizado por personal de mantenimiento con amplia experiencia práctica. No lo es aconsejable tener demasiado personal en el sitio y uno o dos dedicados guardianes
4. Debe haber medidas de seguridad cuidadosas para ser capaz de hacer frente a lo peor. Personal de mantenimiento y en el sitio el personal debe usar ropa de trabajo protectora, zapatos, sombreros, guantes y protectores gafas de acuerdo con las medidas de protección contra inflamables, explosivos, alta temperatura y alta presión, tóxico, altamente tóxico y fuerte corrosivo medios de comunicación. Use una máscara de gas cuando repare válvulas tóxicas y altamente tóxicas.
5.En el proceso de tratamiento de defectos de válvula, deflectores de seguridad deben instalarse y, al mismo tiempo, deben ser cautelosos y cuidadosos, observe mientras hace las cosas y proceda de acuerdo con el plan prescrito.
6. Antes de apretar los hilos, agregue queroseno para limpiar y penetrar los hilos oxidados para verificar si los tornillos y tuercas están intactos óxido líquido suelto o una capa de polvo de grafito también debe ser añadido para lubricar los hilos. Al apretar la tuerca, no la apriete para evitar que se rompan los pernos y tornillos.
7. Al soldar la válvula, siga la soldadura procedimiento. Se debe evitar que el metal se sobrecaliente y se deforme. resultando en nuevas grietas. Si ocurre una nueva fuga en la parte que ha sido calafateo, no es aconsejable calafatear nuevamente para evitar expandir el defecto de fuga.
Válvula montaje y desmontaje
Tornillo de montaje y desmontaje
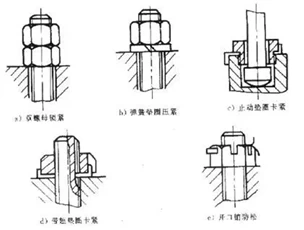
(1) Método anti-aflojamiento de conexión roscada
Nueces, arandelas elásticas, arandelas de tope, pasadores partidos y otros conectores se usan comúnmente en las válvulas para evitar que las tuercas se aflojen. La estructura de conexión del vástago de la válvula y el cierre. la parte a menudo adopta el método de sujeción de la arandela de bloqueo y la arandela de aleta Método de sujeción para evitar el aflojamiento, y el efecto es mejor.
Además, los métodos Se utiliza para evitar que la válvula se afloje, incluido el tornillo de costura (tornillo de montar) método de fijación y método de remachado de puntos, los cuales se utilizan en ocasiones que a menudo no se desmontan. El método de remachado de puntos es remachar el rosca de la tuerca y el perno en dos o más puntos con punzones extraños, entonces que los hilos se aprietan y deforman para evitar que se aflojen. Si el la tuerca está floja con los métodos anteriores difíciles de resolver, el método de unión puede ser usado.
(2) Identificación del hilo izquierdo y del hilo derecho
Correctamente identificar si el hilo es zurdo o diestro es lo más básico conocimiento del montaje y desmontaje de válvulas. Entonces, ¿cómo podemos averiguar si el hilo es zurdo o diestro? Se puede determinar con La ayuda de la rosca interna o externa de la válvula. Bajo normal circunstancias, tienen una estructura de hilo positiva y negativa para evitar El hilo se afloja. Tal como la conexión roscada en el vástago y tuerca del vástago: el anillo apretado en la tuerca del vástago es zurdo, el hilo en la mano la rueda es diestra y la rosca trapezoidal de la tuerca del vástago es zurdo. Además, el ángulo ascendente del hilo es que el el hilo que se eleva hacia la izquierda se llama zurdo; de lo contrario, es diestro.

(3) Método de pernos de desmontaje
El método El desmontaje y montaje de los pernos suele estar relacionado con factores como forma de conexión, daño y grado de herrumbre. Lo siguiente se enfoca en desmontaje y montaje de espárragos; el desmontaje de pernos oxidados y nueces; El método de desmontaje de pernos rotos.
① Método de desmontaje y montaje del perno
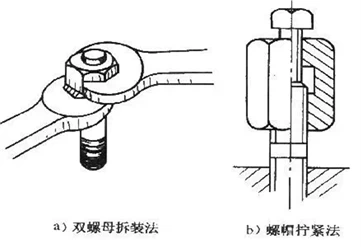
El método de desmontaje y montaje de espárragos con tuercas dobles en paralela. Cuando se quita el espárrago, la llave para apretar la tuerca en la tuerca inferior, el eyector fuerza la rotación de la tuerca en un en sentido contrario a las agujas del reloj, el perno se atornillará. Si el semental el perno es de rosca inversa (zurdo), apriete la tuerca con la llave superior, y apriete la tuerca en sentido horario fuera del perno con la llave inferior; cuando el el perno se debe ensamblar a la válvula, la llave inferior presiona la inferior tuerca y la parte superior El perno se puede apretar en el cuerpo de la válvula girando la tuerca superior con la llave en el sentido de las agujas del reloj. Si el espárrago tiene rosca inversa, la llave inferior se presiona para apretar la tuerca inferior y la llave superior gira la tuerca superior en sentido antihorario para apretar el perno.
Otro El método para apretar los espárragos consiste en utilizar una tuerca especial con un tornillo apriete el perno prisionero. La rosca interna de la tuerca tiene el mismo especificación como el perno prisionero. Cuando lo use, atornille el perno prisionero en el tuerca y apriete el tornillo, y luego gire la tuerca para girar el perno prisionero.
② Método de extracción de pernos y tuercas oxidadas
Antes de desmontar los pernos y tuercas oxidadas y corroídas, debe empaparse con queroseno y debe calcularse la dirección del tornillo fuera. Luego, afloje lentamente aproximadamente 1/4 y regrese a la posición original; en esto manera, los tornillos se pueden desenroscar gradualmente por avance repetido y retirada. También puede usar un martillo de mano para golpear el pernos y tuercas alrededor para aflojar las roscas, y luego aflojar los pernos y tuercas (pero no rompa los hilos durante el proceso de golpe). Nueces que son difícil de desmontar golpeando puede calentarse con una antorcha o un llama de oxiacetileno para hacer que la tuerca se expanda por calor y desenrosque rápidamente nuez. Para espárragos que son difíciles de desmontar, después de remojar con queroseno, se pueden atornillar en la posición media de la barra pulida con tubo alicates.
③ Método de extracción de perno roto
El tornillo se rompe en el orificio del tornillo, lo cual es problemático durante el desmontaje.
Varios métodos de atornillar tornillos de cabeza rotos.
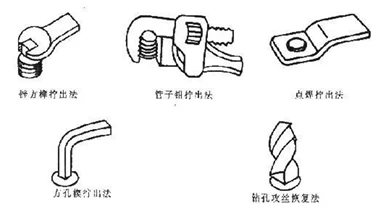
· El método de atornillar la espiga cuadrada del archivo y el método de atornillar la llave de tubo es adecuado para el perno de cabeza rota con una altura de 5 mm o más fuera del orificio del tornillo;
· El método de atornillado de soldadura por puntos es adecuado para la condición de que el tornillo de cabeza rota esté fuera del orificio del tornillo o el tornillo de cabeza rota y el orificio del tornillo son planos. Está hecho de acero plano perforado con un orificio más pequeño que el orificio del tornillo, y el orificio se llena después de la soldadura por puntos. ;
· El método de desenroscado de cuña de orificio cuadrado es Adecuado para tornillos que se rompen en el orificio del tornillo. El método es perforar un pequeño agujero en el medio del perno, golpee el pequeño agujero con un agujero cuadrado ahusar, y luego desenroscarlo;
· El método de recuperación de perforación y roscado es adecuado para
La situación en la que no se puede sacar el perno. Se realiza por primera nivelación
la sección transversal del perno, después de la prueba, usando una broca más pequeña que
el diámetro interno del hilo, y finalmente tocando el hilo original.
Antes de usar lo anterior método de atornillar el perno roto, algunas medidas convencionales deberían ser tomado, como remojo de queroseno, eliminando la mancha de aceite superficial y óxido (esto es especialmente importante para el método de atornillado de soldadura por puntos, de lo contrario la soldadura no es fuerte). Si es necesario, caliente alrededor de los pernos y desatornille Los tornillos en condiciones termoplásticas. Los métodos de corrosión química pueden También se puede utilizar para desenroscar tornillos rotos. Limpia adecuadamente el oxidado y corroído Pernos y orificios para tornillos, lo que acelerará el desenroscado de los pernos rotos (después de enroscar los pernos, se debe usar agua para enjuagar los orificios de los tornillos Evitar la corrosión química residual. Válvula).
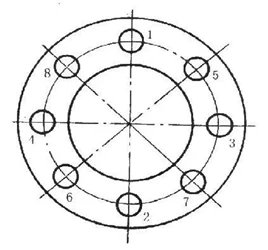
(4) El secuencia de tornillos de apriete
Cuando la válvula es ensamblado, el grado de apriete y la secuencia de los pernos tienen un impacto directo en la calidad de montaje. Es más fácil apretar los tornillos generales, ya que siempre que las partes de conexión no estén sueltas. Sin embargo, al apretar el pernos de la junta y la estructura de empaque, primero deben apretarse, simétricamente y uniformemente, y a su vez. Después de apretar cada tornillo, verifique si la brida está sesgada y mida si el espacio entre las bridas Es consistente para la corrección. Luego apriete los pernos simétricamente, con una pequeña cantidad de apriete, aproximadamente 1/4 a 1/2 vuelta cada vez, hasta que la fuerza de preapriete requerida sea alcanzado. Se debe tener especial cuidado de no apretar demasiado junta para evitar aplastar la junta. En general, debe apretarse hasta que No tiene fugas. Finalmente, verifique el espacio de la brida, el espacio debe ser consistente y mantenido por encima de 2 mm.
El perno de apriete La secuencia se muestra en la figura.
Montaje y método de desmontaje de conexión clave
los las formas de conexión de la llave incluyen llave plana, tecla deslizante (tecla guía), llave oblicua (tecla de cuña), tecla semicircular (tecla de media luna) y tecla de spline. La imagen muestra La forma de montaje de la conexión clave.
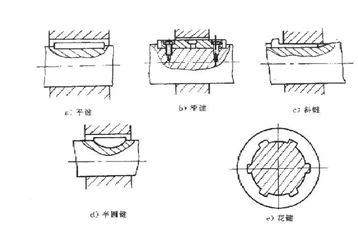
(1) plano llave
Llaves planas se usan más comúnmente en válvulas, y sus formas de sección transversal son cuadradas y rectangular Antes de ensamblar la llave plana, limpie la chaveta, recorte el borde de la llave, repare el tamaño y la precisión de la llave y archive el cabezas redondas en ambos extremos de la llave. Al ensamblar, debe haber ligera interferencia en ambos lados de la tecla, debe haber una brecha entre superficie superior de la llave y el cubo, y la superficie inferior de la llave está en contacto con la parte inferior de la ranura del eje. Montar, golpear con un martillo. o sujete lentamente la llave plana con un tornillo de banco y colóquela en el chavetero del eje. La lámina de cobre se utiliza como almohadilla durante el montaje para evitar daños. al eje y la llave.
Cuando Desmontando la llave plana, las ruedas se deben quitar primero. Usar una destornillador u otras herramientas para tirar hacia arriba en ambos extremos de la llave plana. Usted puede también envuelva ambos lados de la llave plana con cobre fino y extráigala con alambre cortadores o tornillo de banco.
(2) diapositiva llave
La pluma La clave es en realidad una forma especial de la clave plana. No solo puede conducir el hub rotar, pero también hacer que el eje y el cubo se muevan uno con respecto al otro. Eso se utiliza en el mecanismo de embrague del dispositivo de transmisión y el amoladora. La llave de plumas se puede montar en el eje o en el cubo. La llave deslizante y su chavetero ensamblado deben coincidir estrechamente, sin holgura, y fijado con tornillos avellanados. Debería haber un cierto espacio entre la tecla deslizante y sus lados opuestos y la superficie superior de El chavetero deslizante.
Excepto para tornillos avellanados, los métodos de montaje y desmontaje de llaves de pluma son los mismos que los de las teclas planas. Los tornillos avellanados deben estar apretado, no aflojado, y debe ser más bajo que la superficie de la pluma llave.
⑶ clave oblicua
El oblicuo La tecla es similar a la tecla plana, pero su superficie superior está inclinada, con una pendiente de 1: 100, y tiene una cabeza clave para el desmontaje. Cuando la llave oblicua es ensamblado, los bordes deben eliminarse y la precisión de coincidencia entre la llave y la ranura deben repararse; luego alinee el cubo y la manga con la ranura de la llave, inserte la llave oblicua pintada con la superficie oblicua en la ranura, verifique la superficie de contacto, la superficie de contacto no debe ser menor superior al 70%, si es inferior al 70%, se debe raspar y corregir. Finalmente, aplique una capa de aceite de plomo blanco en la llave oblicua y maneje la llave oblicua en la ranura. Las herramientas de extracción de clave oblicua incluyen extractor de clave oblicua y dial de llave oblicua.
⑷Medio círculo llave
Media vuelta las llaves se usan en ejes con diámetros más pequeños y ejes cónicos, y pueden ajustar automáticamente la inclinación en el chavetero. El método de El montaje y desmontaje de la llave semicircular es similar al de la llave llave.
⑸ spline
La spline es como un par de engranajes internos y externos con alta precisión de mecanizado y gran par de transmisión, que rara vez se usa en válvulas.