 86 512 68781993
86 512 68781993 



















Les clapets anti-retour sont-ils fiables
Le clapet anti-retour est une mesure de protection couramment utilisé par les entreprises chimiques pour empêcher les matières de refluer, mais cette mesure est-elle fiable?
Le 25 janvier 2005, le service acétylène (ASCO) dans le New Jersey, aux États-Unis, en raison de la défaillance de la clapet anti-retour, fait refluer l'acétylène dans l'atelier de circulation d'eau, fuite à travers le robinet de vidange, diffusé dans l'atelier, a rencontré une inflammation source, et a provoqué une explosion, faisant trois employés sont morts et un était grièvement blessé. Comme un Chine clapet anti-retour haute pression fabricant ,nous contrôler les vannes industrielles est strictement d'assurer une qualité de vannes fiable.
Partage du boîtier de clapet anti-retour
1. Dessins similaires 1
Dans un gaz naturel haute pression dispositif de désulfuration, la solution d'amine maigre du liquide d'amine le système de régénération est entraîné dans la tour de désulfuration du gaz naturel T-622101 par une pompe à liquide amine maigre haute pression P-622103A / B. Le fonctionnement la pression de la tour de désulfuration du gaz naturel est de 4,0 MPa. Le liquide aminé conception du système de régénération La pression est légèrement positive. Une fois maigre la pompe à liquide P-622103A / B est arrêtée, le gaz naturel à haute pression entrera le système de régénération du liquide aminé à contre-courant, provoquant une surpression destruction du système de régénération liquide des amines à basse pression, gaz naturel fuite et il existe un risque d'explosion par le feu et de blessures.
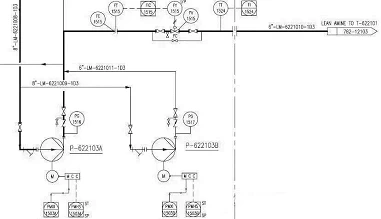
Figure 1: Lean la solution d'amine est entraînée dans la tour de désulfuration par une amine haute pression pompe à solution
2. Modèles similaires 2
Un dispositif de pré-hydrogénation du naphta. le la pression de fonctionnement du réacteur de pré-hydrogénation est de 2,5 à 2,8 MPa (g). le le réservoir intermédiaire de naphta est conçu à la pression atmosphérique. Le naphta est délivré au système de pré-réacteur d'hydrogénation par une haute pression Pompe centrifuge. Mélanger avec de l'hydrogène en circulation avant de chauffer le four. En cas de défaillance de la pompe à naphta, la conception du système repose sur un clapet anti-retour au sortie de la pompe pour empêcher l'hydrogène à haute pression de refluer vers le réservoir de stockage de naphta basse pression. La conception de la valve respiratoire sur le dessus du réservoir de naphta ne peut pas répondre aux conditions de travail d'une grande quantité de reflux d'hydrogène. Par conséquent, le réservoir intermédiaire de naphta présente le risque de dommages dus à la surpression, fuite d'hydrogène et de naphta, et danger de blessures, d'incendie et d'explosion. .
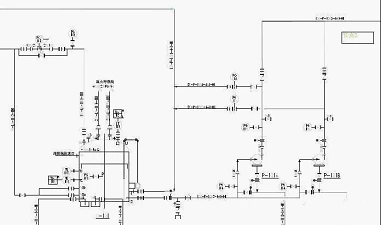
Figure 2: Naphta pompé dans un système d'hydrogénation à haute pression à travers une pompe d'alimentation en naphta
3. Critères de conception pour les réglages du clapet anti-retour
1). "Spécifications pour les Conception de la sécurité et de l'hygiène des entreprises pétrochimiques "SH3047-93, 2.2.7 stipule que les équipements et les pipelines susceptibles de présenter un danger le refoulement du matériau doit être pourvu de vannes d'arrêt automatiques, vérifier vannes ou conteneurs intermédiaires selon conditions spécifiques.
2). Le code de conception de la protection incendie pour entreprises pétrochimiques GB50160-2008, 7.2.7 stipule ce qui suit: raccordement de canalisations de travaux publics au gaz inflammable, hydrocarbure liquéfié et les canalisations ou équipements de liquides inflammables doivent satisfaire aux exigences:
un clapet anti-retour doit être réglé sur le pipeline de travaux publics qui est utilisé en continu, et une vanne d'arrêt devrait être placé sur sa racine;
b Clapets anti-retour et un robinet d'arrêt ou deux vannes d'arrêt doivent être prévues sur les canalisations des travaux publics utilisés par intermittence, et un clapet anti-retour doit être prévu entre les deux arrêts soupapes;
c Tuyaux utilitaires utilisés uniquement lorsque l'équipement est mis hors service doit être fourni avec des plaques d'obturation ou déconnecté.
3). Le "Code de protection contre les incendies Conception des entreprises pétrochimiques "GB50160-2008, 7.2.11 stipule que suit: Compresseurs centrifuges de gaz combustible et pompes à liquide combustible sont équipés de clapets anti-retour sur leurs tuyaux de sortie.
4. Résumé de la conception pour éviter le reflux
En lisant SH3047-93 et GB50160-2008, il a été constaté que l'institut de conception pourrait concevoir un clapet anti-retour pour empêcher la possibilité de reflux du processus matériel entraînant une sécurité majeure du processus les accidents. Le clapet anti-retour peut être utilisé comme mesure de protection, mais selon aux exigences des "Lignes directrices pour l'application de la Méthode d'analyse de la couche de protection (LOPA) "AQ / T3054-2015, le clapet anti-retour n'est pas une couche de protection indépendante (IPL). L'échec moyen requis (PFD) signifie qu'il ne peut pas réduire efficacement la fréquence des les accidents.
5. Règlements internes de conception pour empêcher refoulement
L'auteur a recueilli les informations internes règlements de conception d'une société d'ingénierie nationale, mais n'a pas trouvé normes de conception nationales ou industrielles spécifiques, et se résume désormais suit: À la sortie de la pompe, les paramètres suivants doivent être considérés comme empêcher le reflux, lorsque la pression de sortie de la pompe:
a: P ≦ 4.0MPa: un clapet anti-retour;
b: 4,0 MPa
c: 8,0 MPa
6. Bonne conception d'anti-refoulement pour un unité d'hydrogénation de l'essence
La pression de réaction d'hydrogénation de l'essence est 2,3 ~ 2,4 MPa. Afin d'empêcher l'hydrogène à haute pression de s'écouler dans le système d'essence de craquage catalytique à basse pression lorsque le craquage catalytique la pompe à essence est arrêtée, l'institut de conception dispose de deux clapets sortie de la pompe d'alimentation d'hydrogénation, mais la pompe est ajoutée. L'arrêt du P101A / B le signal ferme automatiquement la soupape de contrôle du débit d'essence de craquage catalytique FV00102.
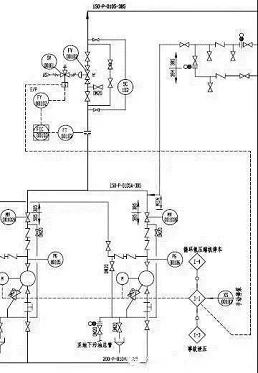
Figure 3: Anti-refoulement conception de la pompe d'alimentation d'hydrogénation
7. résumer
Quand la pression la différence entre l'entrée et la sortie des pompes, compresseurs, etc. est trop de grande taille ou lorsque l’utilisation continue des travaux publics est liée à une système de matériaux, le clapet anti-retour ne peut pas empêcher efficacement le matériau de coulant vers l'arrière. conception. Lors de l'analyse HAZOP, il est recommandé d'utiliser l'écart de contre-courant pour l'analyse des dangers. Pour prévenir retour des matériaux haute pression vers le système basse pression, ce qui peut provoquer des accidents majeurs de sécurité des processus, Chine clapet anti-retour haute température usine peut ajouter l'une des trois options suivantes en fonction de la conception d'un clapet anti-retour:
1. Pompe ou verrouillage d'arrêt du compresseur pour fermer la soupape de décharge;
2. Le flux de sortie est faible et la soupape de verrouillage est fermée;
3. La pression la différence entre les deux extrémités de la soupape de décharge est faible et la la soupape de décharge est verrouillée pour fermer la soupape de décharge.