 +86 512 68781993
+86 512 68781993 



















Leakage Test: Misoperation of Gate Valves and Globe Valves.
Leakage Test: Misoperation of Gate Valves and Globe Valves.
When testing a newly constructed pipeline system, the pipes and valves must first undergo preliminary tests: two leakage tests, one 150% hydrostatic test, and one N2He (nitrogen and helium) leakage test. These tests not only cover the flanges connecting the valves and pipes but also include the bonnet and valve body interfaces, as well as all the plug/valve core components inside the valve body.
To ensure that the cavities within parallel gate valves or ball valves are adequately pressurized during testing, the valves should be in a 50% open position, as shown in Figure 1. So far, this seems fine, but can the same be done for the more commonly used globe valves and wedge gate valves? If these two types of valves are placed in a half-open position, as shown in Figure 2, the pressure inside the cavity will act on the valve stem packing. The stem packing is usually made of graphite material. When testing with helium or other small-molecule gases at 150% of the design pressure, it is often necessary to tighten the pressure bonnet bolts to obtain normal test results.
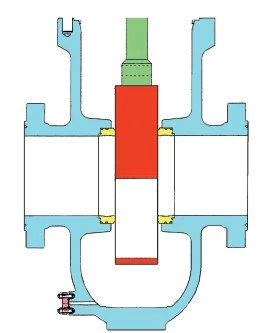
Figure1:Valve position :50% open
However, the issue with this operation is that it may excessively compress the packing, leading to increased stress required to operate the valve. As the friction increases, the degree of operational wear on the packing will also rise.
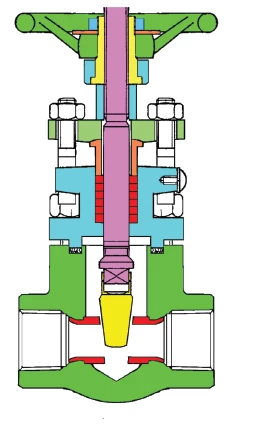
Figure2:The pressure in the valve body cavity will act on the valve stem packing
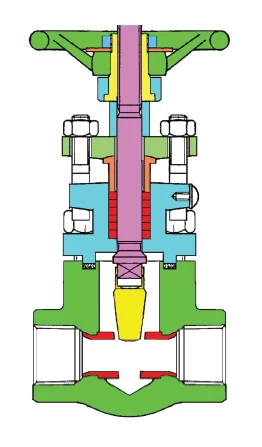
Figure3:Operate the globe valve and gate valve to the fully open position, with the valve position at the upper sealing seat
Severe Damage
If the valve position is not at the upper sealing seat, there will be a tendency to force the valve stem to tilt when tightening the pressure valve cover. This tilt of the valve stem may cause it to scrape against the valve cover during operation, resulting in scratch marks
If improper operation during preliminary testing leads to leakage in the valve stem packing, the usual practice is to further tighten the pressure valve cover. However, this may result in serious damage to the pressure valve cover and/or the cover bolts. Figure 4 illustrates a case where excessive torque was applied to the cover nuts/bolts, causing the pressure valve cover to bend and deform. Applying excessive stress to the pressure valve cover may also cause the valve cover bolts to snap, as shown in Figure 5

Figure4:Excessive tightening torque on the valve cover nuts/bolts caused the pressure valve cover to bend and deform

Figure5:The valve cover bolts have been pulled apart.

Figure6:A tilted valve stem can lead to scratching, resulting in severe leakage.
Figure 3 illustrates the best way to avoid the aforementioned situations. During preliminary testing, operate the valve to the fully open position, with the valve at the upper sealing seat.
Next, loosen the nuts on the pressure valve cover to relieve the pressure acting on the valve stem packing. Conducting preliminary tests under this condition will help identify any issues with the valve stem and/or valve cover seals. If the performance of the upper sealing seat is poor, consider replacing the valve. In summary, the upper sealing seat should be a verified metal-to-metal seal.
Two Important Points
After completing the preliminary testing, appropriate compressive stress needs to be applied to the valve stem packing, while ensuring that the packing does not exert excessive stress on the valve stem. This will help avoid excessive wear on the valve stem and maintain the normal service life of the packing. There are two points to note: First, the compressed graphite packing will not return to its pre-compressed state even when external pressure is relieved, so leakage will occur after unloading the compressive stress. Second, when tightening the valve stem packing, ensure that the valve position is at the upper sealing seat. Otherwise, the compression of the graphite packing may be uneven, leading to a tendency for the valve stem to tilt, which can cause surface scratches, severe leakage of the valve stem packing, as shown in Figure 6. Such a valve must be replaced.